
Длина плети определяется в рсп при температуре рельса
Обновлено: 26.07.2024
2.6.1 Новые рельсы, свариваемые в условиях рельсосварочных поездов (далее – РСП) в плети длиной 800 м и менее, именуемые далее короткими плетями, должны быть одного типа, одной марки стали, одинакового термического упрочнения, изготовлены на одном металлургическом комбинате и одной категории качества.
2.6.2 Требования к рельсам, свариваемым в плети бесстыкового пути, должны соответствовать Техническим условиям на работы по реконструкции (модернизации) и ремонту железнодорожного пути.
2.6.3 Сварка новых рельсов в плети должна производиться в соответствии с требованиями Стандарта ОАО «РЖД» Рельсы железнодорожные, сваренные электроконтактным способом. Технические условия.
2.6.4 На мостах длиной более 25 м и в тоннелях применение старогодных рельсов не допускается.
2.6.5 Электроконтактная сварка старогодных рельсов в плети должна производиться в соответствии с требованиями Технических условий на ремонт, сварку и использование старогодных рельсов «Рельсы железнодорожные старогодные».
2.6.6 Длины плетей устанавливаются проектом. В стационарных условиях плети свариваются длиной 800 м и менее. Непосредственно в пути они свариваются до длины, установленной проектом. Плети из новых рельсов в пути свариваются передвижными рельсосварочными машинами (ПРСМ). Плети из старогодных рельсов свариваются между собой как электроконтактной, так и алюминотермитной сваркой. Стыки, сваренные ПРСМ, должны пройти термическую обработку.
2.6.7 На участках с автоблокировкой с тональными рельсовыми цепями, не требующими укладки изолирующих стыков, или при условии вваривания в плети рельсовых вставок с высокопрочными изолирующими стыками, обеспечивающими усилие их разрыву не менее 2,3 МН, укладываются плети длиной до перегона и более.
2.6.8 На участках c S-образными, одиночными или несколькими кривыми радиусами менее 500 м, где наблюдается интенсивный боковой износ головки рельсов, разрешается по согласованию с ЦП укладывать короткие плети длиной не менее 350 м.
2.6.9 Более короткие плети, но длиной не менее 100 м, могут укладываться между стрелочными переводами. При сварке стыков на стрелочном переводе место укладки уравнительных стыков определяется проектом. Между концами не сваренных стрелочных переводов и плетей укладывается две пары уравнительных рельсов длиной по 12,5 м. При этом концы плетей, уравнительных рельсов и стрелочного перевода должны стягиваться высокопрочными болтами. При их отсутствии длины плетей должны быть не менее 150 м.
2.6.10 Стыки, сваренные в РСП, отмечаются несмываемой белой краской
двумя вертикальными полосами шириной по 10 мм, которые наносят на шейку рельса внутри колеи симметрично оси стыков на расстоянии 25 см от них.
Стыки, сваренные ПРСМ, в таком же порядке отмечаются двумя парами вертикальных полос. А разметка стыков, сваренных алюминотермитной сваркой, должна производиться в соответствии с требованиями ТУ 0921-127-01124323-2005 «Сварка рельсов алюминотермитным методом промежуточного литья».
2.6.11 Каждая эксплуатируемая плеть должна иметь маркировку. В проекте укладки бесстыкового пути каждой короткой плети присваивают порядковый номер, под которым она должна значиться в сварочной ведомости РСП и в Журнале учета службы и температурного режима короткой рельсовой плети. Правую и левую плети по счету километров отмечают буквами П и Л.
В условиях РСП в начале и конце каждой плети, сваренной из новых или старогодных рельсов, на расстоянии не менее 150 см от ее торцов на внутренней стороне шейки рельса (со стороны оси пути) белой масляной красой наносятся: номер РСП, номер плети по сварочной ведомости и длина плети.
Длина плети определяется в РСП при температуре рельса +20 0 С. Если длину плети измеряют неметаллической лентой или по специально разбитым поперечным створам и другими способами, при большей или меньшей температуре рельса, то следует вводить поправку Dl, м, используя следующую формулу:

,
где L-измеренная при данной температуре длина плети, м;
t- температура рельса в момент измерения длины плети, 0 С.
При обрезке концов плети в процессе укладки длина ее корректируется.
После укладки плети в путь её маркировка, сделанная в условиях РСП, дополняется следующей информацией:
номер плети по проекту с указанием ее сторонности;
дата, год укладки (с указанием двух последних цифр);
температура закрепления плети.
В случае, если температура плети при укладке не соответствует оптимальной температуре закрепления ± 5 0 С, то записывается ее температура при укладке. После ввода плетей в оптимальную температуру закрепления температура укладки на концах плетей удаляется, а вместо нее записывается температура ее закрепления на постоянный режим работы.
В результате маркировка коротких плетей принимает вид:
21 - 361 – 799,45 - 16Л – 03.06.12 + 34,
где 21 - номер РСП;
361 - номер плети по сварочной ведомости;
799,45 - длина плети, м;
16Л - номер плети по проекту и ее сторонность;
03.06.12 – дата и год укладки плети (берутся две последние цифры);
+ 34 - температура закрепления плети на постоянный режим работы.
При сварке коротких плетей в длинные к маркировке первой и последней коротких плетей (в начале и конце длинной плети) наносятся номер и длина длинной плети. Номера длинных плетей принимаются по проекту. Например, номер длинной плети (левой) по проекту 181Л, длина 12051,15 м, маркировка длинной плети в ее начале будет иметь вид: 21 - 361 - 799,45 – 16Л – 03.06.12 + 34–181Л –12051,15.
Границы длинной плети, т.е. ее начало и конец, даты сварки коротких плетей между собой, температуру рельсов при сварке записывают в Паспорт-карту (Приложение 7).
При сварке в плети рельсов звеньевого пути номер плети определяется по километру и пикету расположения ее начала по ходу километров, например:
начало плети находится на 4-ом пикете 15-го километра:
154Л - 690,45 – 08.07.12 – 35,
где 154Л – номер плети, включающий километр (15) и пикет (4) ее начала, а «Л» - сторонность плети;
690,45 – длина плети, м;
08.07.12 – дата сварки последнего стыка плети;
35 – температура закрепления плети.
Температура закрепления плети, сваренной из рельсов звеньевого пути, устанавливается только после вывешивания ее на ролики (пластины) и разрядки в ней напряжений при температуре, соответствующей оптимальной температуре закрепления 5 0 С.
2.6.1 Новые рельсы, свариваемые в условиях рельсосварочных поездов (далее – РСП) в плети длиной 800 м и менее, именуемые далее короткими плетями, должны быть одного типа, одной марки стали, одинакового термического упрочнения, изготовлены на одном металлургическом комбинате и одной категории качества.
2.6.2 Требования к рельсам, свариваемым в плети бесстыкового пути, должны соответствовать Техническим условиям на работы по реконструкции (модернизации) и ремонту железнодорожного пути.
2.6.3 Сварка новых рельсов в плети должна производиться в соответствии с требованиями Стандарта ОАО «РЖД» Рельсы железнодорожные, сваренные электроконтактным способом. Технические условия.
2.6.4 На мостах длиной более 25 м и в тоннелях применение старогодных рельсов не допускается.
2.6.5 Электроконтактная сварка старогодных рельсов в плети должна производиться в соответствии с требованиями Технических условий на ремонт, сварку и использование старогодных рельсов «Рельсы железнодорожные старогодные».
2.6.6 Длины плетей устанавливаются проектом. В стационарных условиях плети свариваются длиной 800 м и менее. Непосредственно в пути они свариваются до длины, установленной проектом. Плети из новых рельсов в пути свариваются передвижными рельсосварочными машинами (ПРСМ). Плети из старогодных рельсов свариваются между собой как электроконтактной, так и алюминотермитной сваркой. Стыки, сваренные ПРСМ, должны пройти термическую обработку.
2.6.7На участках с автоблокировкой с тональными рельсовыми цепями, не требующими укладки изолирующих стыков, или при условии вваривания в плети рельсовых вставок с высокопрочными изолирующими стыками, обеспечивающими усилие их разрыву не менее 2,3 МН, укладываются плети длиной до перегона и более.
2.6.8 На участках c S-образными, одиночными или несколькими кривыми радиусами менее 500 м, где наблюдается интенсивный боковой износ головки рельсов, разрешается по согласованию с ЦП укладывать короткие плети длиной не менее 350 м.
2.6.9 Более короткие плети, но длиной не менее 100 м, могут укладываться между стрелочными переводами. При сварке стыков на стрелочном переводе место укладки уравнительных стыков определяется проектом. Между концами не сваренных стрелочных переводов и плетей укладывается две пары уравнительных рельсов длиной по 12,5 м. При этом концы плетей, уравнительных рельсов и стрелочного перевода должны стягиваться высокопрочными болтами. При их отсутствии длины плетей должны быть не менее 150 м.
2.6.10 Стыки, сваренные в РСП, отмечаются несмываемой белой краской
двумя вертикальными полосами шириной по 10 мм, которые наносят на шейку рельса внутри колеи симметрично оси стыков на расстоянии 25 см от них.
Стыки, сваренные ПРСМ, в таком же порядке отмечаются двумя парами вертикальных полос. А разметка стыков, сваренных алюминотермитной сваркой, должна производиться в соответствии с требованиями ТУ 0921-127-01124323-2005 «Сварка рельсов алюминотермитным методом промежуточного литья».
2.6.11 Каждая эксплуатируемая плеть должна иметь маркировку. В проекте укладки бесстыкового пути каждой короткой плети присваивают порядковый номер, под которым она должна значиться в сварочной ведомости РСП и в Журнале учета службы и температурного режима короткой рельсовой плети. Правую и левую плети по счету километров отмечают буквами П и Л.
В условиях РСП в начале и конце каждой плети, сваренной из новых или старогодных рельсов, на расстоянии не менее 150 см от ее торцов на внутренней стороне шейки рельса (со стороны оси пути) белой масляной красой наносятся: номер РСП, номер плети по сварочной ведомости и длина плети.
Длина плети определяется в РСП при температуре рельса +20 0 С. Если длину плети измеряют неметаллической лентой или по специально разбитым поперечным створам и другими способами, при большей или меньшей температуре рельса, то следует вводить поправку Dl, м, используя следующую формулу:
где L - измеренная при данной температуре длина плети, м;
t - температура рельса в момент измерения длины плети, 0 С.
При обрезке концов плети в процессе укладки длина ее корректируется.
После укладки плети в путь её маркировка, сделанная в условиях РСП, дополняется следующей информацией:

номер плети по проекту с указанием ее сторонности;
дата, год укладки (с указанием двух последних цифр);
температура закрепления плети.
В случае, если температура плети при укладке не соответствует оптимальной температуре закрепления ± 5 0 С, то записывается ее температура при укладке. После ввода плетей в оптимальную температуру закрепления температура укладки на концах плетей удаляется, а вместо нее записывается температура ее закрепления на постоянный режим работы.
В результате маркировка коротких плетей принимает вид:
21 - 361 – 799,45 - 16Л – 03.06.12 + 34,
где 21 - номер РСП;
361 - номер плети по сварочной ведомости;
799,45 - длина плети, м;
16Л - номер плети по проектуиее сторонность;
03.06.12 – дата и год укладки плети (берутся две последние цифры);
+ 34 - температура закрепления плети на постоянный режим работы.
При сварке коротких плетей в длинные к маркировке первой и последней коротких плетей (в начале и конце длинной плети) наносятся номер и длина длинной плети. Номера длинных плетей принимаются по проекту. Например, номер длинной плети (левой) по проекту 181Л, длина 12051,15 м, маркировка длинной плети в ее начале будет иметь вид: 21 - 361 - 799,45 – 16Л – 03.06.12 + 34–181Л –12051,15.
Границы длинной плети, т.е. ее начало и конец, даты сварки коротких плетей между собой, температуру рельсов при сварке записывают в Паспорт-карту (Приложение 7).
При сварке в плети рельсов звеньевого пути номер плети определяется по километру и пикету расположения ее начала по ходу километров, например:
начало плети находится на 4-ом пикете 15-го километра:
154Л - 690,45 – 08.07.12 – 35,
где 154Л – номер плети, включающий километр (15) и пикет (4) ее начала, а «Л» - сторонность плети;
690,45 – длина плети, м;
08.07.12 – дата сварки последнего стыка плети;
35 – температура закрепления плети.
Температура закрепления плети, сваренной из рельсов звеньевого пути, устанавливается только после вывешивания ее на ролики (пластины) и разрядки в ней напряжений при температуре, соответствующей оптимальной температуре закрепления ±5 0 С.
1Нелюбов А.И., Новад А.А. Динамика полета боевых летательных аппаратов. ВВИА им. Н.Е. Жуковского, 1992 . 439с.
1.1 Факторы, влияющие на температуру рельсов.
Изменение температуры рельса происходит в условиях сложного теплообмена.
Летом, находясь под действием солнечных лучей, рельсы получают тепловую энергию, тратя её часть на обратное излучение и теплоотдачу в окружающую среду. Когда рельс нагревается(тепла подводится больше, чем отводится), значения температуры в разных его точках, изменяясь во времени, всё больше возрастают.
При достижения равновесия (теплового) между количеством подводимого и отдаваемого тепла температура рельсов перестаёт повышаться, хотя локальные значения температуры различных участков как по длине рельса, так и по его поперечному сечению могут довольно существенно различаться. Наблюдаемая разница в температуре по поперечному сечению рельса (головка, шейка, подошва)достигает 10ºС. Затем температура рельса понижается, а его температурное поле выравнивается.
Температура рельсов зависит от многих факторов: температуры воздуха, типа рельса и состояния его поверхностей, а также ориентирования рельса относительно сторон света, плана и профиля пути; поперечного профиля земляного полотна (насыпь, выемка, нулевое место), интенсивности солнечной радиации и прозрачности атмосферы, скорости и направления ветра, качества и отражательной способности балласта и ряда других причин.
При одной и той же температуре воздуха и различных сочетаниях других перечисленных факторов отличие температур в зависимости от условий может достигать 10º-15ºС и даже более.
Температура рельсов летом в дневные часы, как правило, выше температуры рельсов. Разница температур рельса и воздуха является величиной переменной и с повышением максимальной температуры воздуха несколько уменьшается. Разница температур рельса и воздуха летом достигает 16-18ºС в северных регионах и 24-26ºС- в средних и южных районах страны. За расчётную разницу температур между ними летом в настоящее время принимают 20ºС, т.е.
где tр- температура рельса;
tв- температура воздуха.
Зимой температура рельсов меньше отличается от температуры воздуха. Наблюдения показали, что в зоне экстремальных зимних температур воздуха ( -30ºС и ниже) их температура может быть на 3-5ºС выше по сравнению с воздухом. Из-за выхолаживания при сильном ветре температура может быть и ниже температуры воздуха. Однако обычно зимой температура рельсов и воздуха совпадает, и в расчётах принимают tр = tв.
При изготовлении и укладки рельсовых плетей, производстве работ по техническому обслуживанию и ремонту бесстыкового пути измеряют фактическую температуру рельсов. В настоящее время таковой принято считать температуру головки рельса. При подобных измерениях применяют различные технические средства: приборы для непосредственного измерения в пути на месте производства работ; стационарные приборы для измерения на постах метрологических станций и дистанции пути; стационарные или переносные приборы для измерения на рельсосварочных предприятиях в процессе изготовления плетей. Впервые температура рельсовой плети измеряется на рельсосварочном предприятии, где определяется та, при которой изготовлена плеть.
В проекте укладки бесстыкового пути каждой паре рельсовых плетей присваивается порядковый номер, под котором в дальнейшем она будет значиться в заявке на сварку и других учётных документах.
В начале и конце каждой плети на внутренней стороне шейки рельса (со стороны оси пути) белой масляной краской указывается номер рельсосварочного предприятия, номер плети по сварочной ведомости, её длина в метрах с точностью до второго знака после запятой при температуре рельсов +20ºС. При иной температуре рельсовая плеть, очевидно, будет иметь другую длину. Изменение ∆L длины рельсовой плети в этом случае может быть определено по формуле
∆L = 0.0000118L (20 – t ф), (1.1)
где L - длина рельсовой плети при температуре +20ºС (указана на внутренней стороне шейки рельса);
t ф - температура рельсовой плети в момент измерения.
Пример 1.1. Длина рельсовой плети, изготовленной, на предприятии 42 по сварочной ведомости 317, составляет 796,22 м, а температура рельса 18ºС. Какую длину плети следует указать на внутренней стороне шейки рельса?
Изменение длины рельсовой плети составит
На внутренней стороне шейки рельса должна быть указана длина
Допустим, что номер плети по проекту 12, плеть правая. Она уложена в путь 12 июня 2004 г. при температуре закрепления tо=+24ºС. Тогда маркировка такой плети имеет вид:
После укладки рельсовой плети в путь дополнительно к имеющейся маркировке наносят номер плети по проекту с указанием сторонности (левая по ходу км – Л, правая по ходу км - П), дату укладки и температуру плети при закреплении её к основанию (шпалам).
При закреплении плетей на шпалах температуру рельсов измеряют дважды- перед началом и после окончания закрепления. Для ускорения процесса измерения температуры рельсовых плетей сначала их закрепляют только на каждой пятой шпале.
С момента закрепления рельсовой плети на постоянный режим начинается «температурная жизнь» плети, а сама температура закрепления может считаться началом этой жизни. Температуру закрепления рельсовой плети иногда называют «нейтральной».
1.2 Изменение длины рельсов при колебаниях их температуры.
Если положить рельс длиной L на ролики или специальные подкладки с очень низким коэффициентом трения, то можно считать, что свободному удлинению рельса ничто ни препятствует.
Изменение длины рельса ∆L, как свободного стержня, при изменении его температуры может быть определено по формуле
где α - коэффициент линейного расширения рельсовой стали;
α = 0,00001181/град; ∆t р- изменение температуры рельса,ºС,
L - длина рельса, м.
Пример 1.2.На специальные подкладки с очень низким коэффициентом трения положили рельс длиной 985,50 м при температуре 28ºС. Температура рельса повысилась до 35ºС. Насколько изменилась длина рельса?
Изменение длины рельса ∆L, как свободного стержня, при изменении его температуры может быть определено по формуле
где α- коэффициент линейного расширения рельсовой стали;
α=0,00001181/град;
∆t р- изменение температуры рельса,ºС,
L- длина рельса, м.
∆L=0,0000118∙985,5∙(35-28)=0,08 м.
Таким образом, при изменении температуры свободно лежащего рельса длиной 985,50 м на 7º С его длина увеличилась на 80 мм. В этом случае ничто не препятствовало этому изменению и напряженное состояние рельса не возникло.
Однако в пути рельс лежит на металлических подкладках, прикреплён к каждой шпале мощным промежуточным скреплением, а с соседним рельсом соединён стыковым скреплением, поэтому изменение длины рельса в реальных условиях не может происходить так свободно. Изменение длины рельсовой плети в зависимости от температуры описывается более сложным законом, учитывающим преодоление погонных и стыковых сопротивлений.
Рассмотрим другой крайний случай. Допустим, что рельс жестко закреплён по концам и вообще его длина постоянна.
Изменение температуры рельса, которое не может повлиять на его длину, вызывает в нём температурные напряжения, а они согласно закону Гука пропорциональны величине несостоявшегося температурного удлинения (укорочения) рельса и противоположны ему по знаку. Другими словами, если рельс при повышении его температуры не смог удлиниться, то в нём возникли температурные напряжения сжатия; если рельс при понижении его температуры не смог укоротиться, то в нём возникли температурные напряжения растяжения.
Температурные напряжения, возникающие в рельсе, если его длина сохраняется при изменении температуры относительно нейтральной, могут быть определены по формуле
σ t = E ∆L / L = α E ∆tр, (1.3)
σ t = E ∆L / L = α E ∆tр, (1.3)
где E- модуль упругости рельсовой стали, E - 2,1∙10 кг/см 2 = 21∙10 МПа;
∆L/L- несостоявшееся относительное удлинение рельса.
Продольная температурная сила, сжимающая или растягивающая (в зависимости от направления изменения его температуры) рельс, может быть определена по формуле
Работы по введению плетей в расчетный температурный интервал с использованием гидравлического натяжного устройства (ГНУ) типа ТН-70, СНП-80-500 или других выполняются при температуре рельсов ниже расчетной температуры закрепления.
Перед началом работы должны быть выполнены расчеты по определению изменений длин плети ΔL и прилагаемого растягивающего усилия P, необходимого для удлинения плети (или полуплети). Удлинение плети ΔL определяется по формуле:
где L – длина плети, м;
tз – расчетная температура рельсов при закреплении плети на постоянный режим работы (устанавливается дистанцией пути в зависимости от ее региональности, в соответствии с Техническими указаниями по устройству, укладке, содержанию и ремонту бесстыкового пути), ºС;
tу – температура рельсовой плети в момент ее первоначальной укладки, ºС;
α=0,0000118 – коэффициент температурного расширения рельсовой стали.
А растягивающее усилие определяется по формуле:
где E – модуль упругости рельсовой стали (E=2,1·10 7 Н/см 2 );
F – площадь поперечного сечения рельса типа Р65 (F=82,65 см 2 );
Δt – разница между ожидаемой на время «окна» и расчетной температурой плети при закреплении ее на постоянный режим работы.
Для обеспечения неподвижности уравнительных рельсов с обеих сторон от удлиняемой плети должны находиться анкерные участки. Рельсовые стыки, расположенные в пределах анкерных участков и прилегающие к ним, должны обеспечивать нормативное стыковое сопротивление продольному перемещению рельсов R (для рельсов типа Р65 R=400кН), что достигается затяжкой гаек стыковых болтов крутящим моментом, равным 600 кН·м.
Длина анкерного участка, м, со стороны «подвижного» конца плети определяется по формуле:
где r=25 кН/м – погонное сопротивление рельсов продольному перемещению.
Для обеспечения значения r=25 кН/м необходимо, чтобы гайки клеммных и закладных болтов на уравнительных рельсах со стороны подвижного конца рельсовой плети ( в месте установки ГНУ) на длине анкерного участка имели усиленную затяжку (М=220÷240 Н·м).
Длина и место расположения анкерного участка со стороны неподвижного конца рельсовой плети определяется исходя из следующих условий:
1) если PRн=400 кН, то гайки клеммных и закладных болтов подтягиваются на уравнительных рельсах со стороны неподвижного конца плети до значения М=220 Н·м на длине
2) если Р≥Rн=400 кН, то закрепляется неподвижный конец самой рельсовой плети (М=220 Н·м) на длине
и прилегающие к нему уравнительные рельсы на длине
Для контроля равномерности удлинения плети на подошву рельса в створе с краем подкладки через каждые 50 м наносят риски, расчетное перемещение которых
где аi – расстояние от неподвижного конца плети до i-й риски (50,100, 150 м и т.д.).
В подготовительный период выполняют следующие работы:
- определяют расчетное удлинение плети ΔL и в соответствии с ним заготавливают укороченный уравнительный рельс (рельсы);
- завозят укороченный уравнительный рельс на место работ;
- производят регулировку зазоров соответственно температуре рельсов;
- исходя из ожидаемой температуры рельсов в день «окна» вычисляют по формулам (2) – (7) остальные необходимые параметры.
В день производства работ до «окна»:
- закрепляют анкерный участок со стороны неподвижного конца плети;
- наносят риски через 50 м;
- после ограничения скорости до 25 км/ч на каждой 15-й шпале устанавливают подвесные ролики (рис. 9.1).
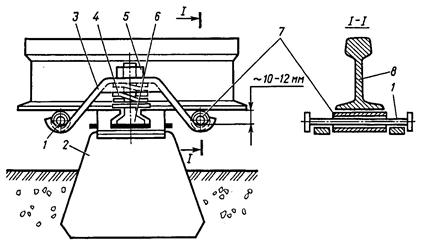
Рис. 9.1. Подвесные ролики для разрядки напряжений в плетях без перерыва движения поездов: 1 – ось ролика; 2 – железобетонная шпала; 3 – коромысло; 4 – дополнительная двухвитковая шайба; 5 – гайка; 6 – клеммный болт; 7 – трубка ролика; 8 - рельс
- заменяют уравнительный рельс со стороны удлиняемого конца плети на укороченный, закрепляют анкерный участок;
- ослабляют гайки клеммных болтов, вывешивают плеть и встряхивают ее ударами деревянных кувалд. Полноту разрядки оценивают по общему укорочению плети
Δ l = L (t у – t p) α , где t p – температура рельсов в данный момент. Равномерность разрядки оценивают по смещению рисок, которое определяется по формуле:
I = α a I (t y – t p ), где а i – расстояние от неподвижного конца плети до i-й риски (50, 100, 150 м).
- наносят новые риски на подошве рельса через каждые 50 м на расстоянии от края подкладок, определяемому по формуле (9.7);
- производят растяжение плети. В процессе растяжения плети при необходимости (особенно в кривых участках) ее встряхивают ударами деревянных кувалд или механическими вибраторами. Когда зазор между плетью и укороченным рельсом сократится до необходимого значения, растяжение прекращают. Правильность выполнения работ контролируется по трем критериям: полному расчетному удлинению плети; соответствию расчетного усилия Р [формула 9.2] приложенному (по отсчету на приборе); расчетному смещению каждой из рисок (риски должны совпадать с краями подкладок);
- перед демонтажем ГНУ закрепляют на шпалах «подвижный» конец плети (М=220 Н · м) на длине λ4 = P / r;
- ставят накладки и сболчивают стык между плетью и укороченным рельсом;
- закрепляют плеть на каждой шестой шпале и открывают движение поездов со скоростью 25 км/ч;
- после окончательного закрепления плети на всех шпалах отменяют предупреждение об уменьшении скорости движения поездов.
Пример расчета параметров для принудительного ввода плетей в расчетный интервал температур. Исходные данные: плеть длиной L=800 м; рельсы типа Р65; температура рельсов в момент первоначальной укладки плети ty = +5 ºC; ожидаемая температура рельсов на день «окна» tp = -3 ºС; расчетный температурный интервал закрепления – от +18 до +25ºС, принимаем tз = +25 ºС; Δt = 22-(-3) = 25 ºС.
Используя формулы (9.1) – (9.7), выполним следующие вычисления.
1. Изменение длины плети при введение ее в расчетный интервал закрепления (рис. 9.2)
ΔL = L(t з – t y ) α = 800(22-5)0,0000118 = 0,160 м = 160 мм.
2. Усилие, необходимое для удлинения плети
Р = α E F Δ t = 11,8·10 -6 ·2,1·10 7 ·82,65·25 = 512 кН.
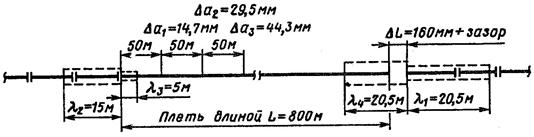
Рис. 9.2. Схематическое изображение расчетных параметров при принудительном (с применением гидравлических натяжных устройств) вводе рельсовых плетей в расчетный температурный интервал
3. Укорочение плети после ее раскрепления
Δl = L(t y – t p) α = 800[5-(-3)]11,8·10 -6 = 0,076 м = 76 мм.
4. Смещение рисок при укорочении плети после ее раскрепления: первая риска через 50 м от неподвижного конца плети
вторая риска
Δl2 = 11,8·10 -6 ·100·8 = 0,0094 м = 9,4 мм;
третья риска
Δl3 = 11,8·10 -6 ·150·8 = 0,0141 м = 14,1 мм.
5. Размеры анкерных участков:
со стороны подвижного конца плети
λ1 = P/r = 512/25 = 20,5 м;
со стороны неподвижного конца плети: так как P>Rн, следовательно
подвижный конец плети после удлинения, требующий срочного закрепления
ТЕХНИЧЕСКИЕ УКАЗАНИЯ
по устройству, укладке, содержанию и ремонту бесстыкового пути
(с изменениями и дополнениями, утвержденными Указанием МПС России 22.12.2000 г. N С-3112у)
Рассмотрена конструкция бесстыкового пути, а также требования к его укладке, содержанию и ремонтам.
Особое внимание уделено практике повторного использования бесстыкового пути из старогодных материалов и технологии работ по принудительному вводу плетей в оптимальный режим закрепления.
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.1. Бесстыковой путь в мировой практике железных дорог стал наиболее прогрессивной и широко распространенной конструкцией верхнего строения пути, которая эксплуатируется в различных эксплуатационных и климатических условиях и дает существенный технико-экономический эффект благодаря ряду ее преимуществ среди которых: повышение плавности и комфортабельности движения поездов по сравнению со звеньевым путем, улучшение показателей динамического взаимодействия пути и подвижного состава, увеличение межремонтных сроков этих технических средств, уменьшение расходов на тягу поездов вследствие снижения основного сопротивления их движению, повышение надежности работы тяговых и сигнальных электрических цепей, уменьшение расхода металла для стыковых скреплений, улучшение экологической ситуации за счет снижения шума от проходящих поездов и применения железобетонных шпал при сокращении потребления ценной деловой древесины и пропитки деревянных шпал вредными для здоровья антисептиками.
Эффективность и расширение сфер применения бесстыкового пути увеличиваются в результате освоения перекладки рельсовых плетей на участках их эксплуатации и повторного использования старогодных плетей на менее деятельных путях.
1.2. На железных дорогах Российской Федерации эксплуатируется температурно-напряженная конструкция бесстыкового пути. Основное отличие работы бесстыкового пути от обычного звеньевого состоит в том, что в рельсовых плетях действуют значительные продольные усилия, вызываемые изменениями температуры. При повышении температуры рельсовых плетей по сравнению с температурой закрепления в них возникают продольные силы сжатия, которые могут создать опасность выброса пути. При понижении температуры - появляются растягивающие силы, которые могут вызвать излом плети и образование большого зазора, опасного для прохода поезда, или разрыв рельсового стыка из-за среза болтов. Дополнительное воздействие на бесстыковой путь оказывают силы, создаваемые при выправке, рихтовке, очистке щебня и других ремонтных путевых работах. Эти особенности бесстыкового пути требуют соблюдения установленных настоящими Техническими указаниями (далее - ТУ-2000) норм и правил его укладки, содержания и ремонта.
1.3. ТУ-2000 распространяются на бесстыковой путь с железобетонными шпалами и другими подрельсовыми железобетонными основаниями, которые могут применяться на сети железных дорог России. Ранее уложенные участки бесстыкового пути с деревянными шпалами эксплуатируются до конца срока службы по Техническим указаниям по устройству, укладке и содержанию бесстыкового пути, выпущенным в 1991 г. (ТУ-91).
1.4. Укладка бесстыкового пути производится в строгом соответствии с проектом, которым устанавливаются границы укладки бесстыкового пути, длины плетей, способы их стыкования, температуры закрепления. Проекты укладки бесстыкового пути утверждает начальник службы пути. Плети, уложенные до введения ТУ-2000, разрешается эксплуатировать без изменения ранее установленных интервалов температуры закрепления, если они не попадают в нижнюю треть расчетного интервала.
1.6. ТУ-2000 разработаны с учетом дифференциации пути по классам в соответствии с Положением о системе ведения путевого хозяйства на железных дорогах Российской Федерации.
1.7. Пояснение к терминам и обозначениям, используемым в ТУ-2000, приведены в приложении 1.
2. КОНСТРУКЦИЯ БЕССТЫКОВОГО ПУТИ
2.1. ПЛАН И ПРОФИЛЬ
2.1.1. Бесстыковой путь на щебеночном и асбестовом балласте должен укладываться в прямых участках и в кривых радиусом не менее 350 м. На станционных путях при использовании гравийного или песчано-гравийного балласта разрешается укладка бесстыкового пути в кривых радиусом не менее 600 м.
При наличии технико-экономического обоснования, утвержденного начальником службы пути, допускается укладка бесстыкового пути в кривых радиусами 300-350 м с учетом интенсивности бокового износа и увеличения ширины колеи.
2.1.2. Крутизна уклонов на участках бесстыкового пути, как правило, не ограничивается.
2.1.3. Сопряжение элементов плана и профиля должно удовлетворять нормам и техническим условиям для звеньевого пути.
2.2. ЗЕМЛЯНОЕ ПОЛОТНО
2.2.1. Земляное полотно должно быть прочным и устойчивым и иметь достаточные размеры для размещения балластной призмы согласно п.2.3 ТУ-2000. Для этого на стадии проектирования бесстыкового пути оно должно быть обследовано в соответствии с Инструкцией по содержанию земляного полотна железнодорожного пути. Не допускаются пучины высотой более 10 мм, просадки пути, сплывы и оползания откосов насыпей и другие деформации земляного полотна. Они должны быть устранены в соответствии с Техническими условиями на работы по ремонту и планово-предупредительной выправке пути до укладки бесстыкового пути.
2.2.2. Минимальная ширина обочины земляного полотна для внеклассных линий и линий 1-го и 2-го классов - 50 см, 3-го класса - 45 см, 4-го и 5-го классов - 40 см.
2.3. БАЛЛАСТНЫЙ СЛОЙ
2.3.1. На участках бесстыкового пути внеклассных и 1-4-го классов балласт должен быть щебеночный (новый или очищенный - основной вариант). На путях 3-5-го классов допускается асбестовый балласт. Щебень должен быть фракций 25-60 мм, только твердых пород с прочностью И20 и У75 по ГОСТ 7392-85* "Щебень из природного камня для балластного слоя железнодорожного пути". Асбестовый балласт должен соответствовать Техническим условиям "Смесь песчано-щебеночная из отсевов дробления серпентинитов для балластного слоя железнодорожного пути". На путях 4-5-го классов может применяться щебень прочностью И40 и У50, гравийный или гравийно-песчаный балласт; на путях 5-го класса - балласт всех видов, применяемых на железнодорожных путях. Применение асбестового балласта на участках скоростного движения пассажирских поездов не допускается.
* На территории Российской Федерации документ не действует. Действует ГОСТ 7392-2002, здесь и далее по тексту. - Примечание изготовителя базы данных.
2.3.2. Ширина плеча балластной призмы на участках бесстыкового пути должна быть: на путях внеклассных, 1-го и 2-го классов - 45 см, 3-5-го классов - 40 см; крутизна откосов балластной призмы при всех видах балласта должна быть 1:1,5.
На путях 1-3-го классов должен применяться щебеночный балласт с толщиной слоя под железобетонными шпалами 40 см, под деревянными - 35 см; на путях 4-го класса - щебеночный балласт с толщиной слоя под железобетонными шпалами 30 см, под деревянными - 25 см; на путях 5-го класса - балласт всех видов с толщиной слоя под шпалой не менее 20 см.
2.3.3. Поверхность балластной призмы должна быть в одном уровне с поверхностью средней части железобетонных шпал.
2.4. ШПАЛЫ
2.4.1. В бесстыковом пути должны применяться железобетонные шпалы преимущественно брускового типа с конструкцией крепления закладных болтов, предотвращающей проворачивание их при закреплении. Допускается применение железобетонных шпал с дюбельными и анкерными прикрепителями в соответствии с нормативной документацией, утвержденной Департаментом пути и сооружений МПС России (далее - ЦП МПС).
2.4.2. Эпюры шпал на путях линий 1-4-го классов должны быть: в прямых участках и в кривых радиусом более 1200 м - 1840 шт./км, радиусом 1200 м и менее, а также на затяжных спусках круче 12 ‰ - 2000 шт./км; на путях 5-го класса: в прямых и кривых радиусом более 650 м - 1440 шт./км, радиусом 650 м и менее - 1600 шт./км.
2.4.3. В местах примыкания бесстыкового пути с железобетонными шпалами к участкам звеньевого пути с деревянными шпалами, к стрелочным переводам с деревянными брусьями, башмакосбрасывателям, уравнительным приборам и т.п. железобетонные шпалы следует укладывать по схемам, показанным на рис.2.1, причем на конце первого звена уравнительного пролета, примыкающего к плетям бесстыкового пути, укладываются четыре деревянные шпалы.
Рис.2.1. Схемы примыкания бесстыкового пути на железобетонных шпалах к звеньевому пути (а) и к стрелочному переводу (б)
При укладке стрелочных переводов с железобетонными брусьями на подходах укладываются железобетонные шпалы.
Взаимное расположение железобетонных шпал на подходах к мосту и деревянных шпал или брусьев, уложенных на мосту, должно соответствовать схемам, приведенным на рис.2.2.
Рис.2.2. Схемы расположения железобетонных и деревянных шпал при примыкании рельсовых плетей к мостам (а) и при перекрытии мостов рельсовыми плетями (б)
При укладке бесстыкового пути на мостах с железобетонными плитами БМП в соответствии с Инструкцией по применению и проектированию безбалластного мостового полотна на железобетонных плитах на металлических пролетных строениях железнодорожных мостов, эти конструкции стыкуются непосредственно с подрельсовым основанием из железобетонных шпал.
2.4.4. Специальные железобетонные шпалы для мостов изготавливаются и укладываются согласно Указаниям по конструкции и устройству охранных приспособлений на мостах с ездой на балласте с устройством пути на железобетонных шпалах.
2.5. РЕЛЬСОВЫЕ ПЛЕТИ
2.5.1. Рельсовые плети для бесстыкового пути внеклассных линий и линий 1-го и 2-го классов должны свариваться электроконтактным способом из новых термоупрочненных рельсов типа Р65 1-й группы 1-го класса длиной 25 м без болтовых отверстий. Сварка плетей из новых рельсов длиной менее 25 м допускается по разрешению ЦП МПС.
Для наружных рельсовых нитей кривых радиусом менее 500 м, где наблюдается интенсивный боковой износ головки рельса, должны применяться плети, сваренные преимущественно из рельсов повышенной износостойкости Р65К (заэвтектоидных). При принятии мер по снижению интенсивности бокового износа головки рельса разрешается применять плети, сваренные из термоупрочненных рельсов с характеристиками, указанными в первом абзаце данного пункта.
2.5.2. Для линий 3-го класса плети могут быть сварены из старогодных рельсов Р65, прошедших комплексный ремонт в стационарных рельсосварочных предприятиях или отремонтированных в пути с профильной обработкой головки рельсошлифовальными поездами и отвечающих Техническим условиям на рельсы железнодорожные старогодные отремонтированные сварные, для линий 4-го и 5-го классов - из старогодных, в том числе перекладываемых без ремонта.
На мостах длиной более 25 м и в тоннелях применение старогодных рельсов в бесстыковом пути не допускается.
2.5.3. Новые рельсы, свариваемые в условиях рельсосварочных предприятий (РСП) в одну плеть, должны быть одного типа, одного сорта, одинакового термического упрочнения, одного производителя (металлургического комбината), одной марки стали и соответствовать требованиям Технических условий на рельсы железнодорожные новые сварные. В виде исключения разрешается сварка коротких плетей из рельсов различных металлургических комбинатов.
2.5.4. Болтовые отверстия на концах рельсовых плетей и рельсов уравнительных пролетов по размерам и расположению должны соответствовать требованиям ГОСТ 8161-75* "Конструкция и размеры рельсов". Отверстий должно быть три на каждом конце плети или уравнительного рельса.
* На территории Российской Федерации документ не действует. Действует ГОСТ Р 51685-2000, здесь и далее по тексту. - Примечание изготовителя базы данных.
На торцах этих рельсов по нижней и верхней кромке головки делается фаска размером 2 мм под углом 45°.
2.5.5. Рельсы в плети длиной до 800 м свариваются в РСП. Сваривание этих плетей между собой для создания плетей длиной, установленной проектом, осуществляется в пути путевой рельсосварочной машиной (ПРСМ). Стыки, свариваемые ПРСМ из рельсов с повышенным содержанием хрома (более 0,4%), должны после сварки пройти термическую обработку специальной передвижной установкой. По мере оснащения дорог такими установками термообработке следует подвергать и стыки, сваренные ПРСМ из рельсов с традиционным химическим составом стали.
2.5.6. Длина вновь укладываемых сварных плетей в пути устанавливается проектом в зависимости от местных условий (от расположения стрелочных переводов, мостов, тоннелей, кривых радиусом менее 350 м и т.д.) и должна быть, как правило, равной длине блок-участка, но не менее 400 м. На участках с тональными рельсовыми цепями, не требующими изолирующих стыков, или без тональных рельсовых цепей при сваривании рельсовых вставок с высокопрочными изолирующими стыками с сопротивлением разрыву не менее 2,5 МН (рис.2.3) допускается укладка плетей длиной до перегона.
Рис.2.3. Высокопрочный изолирующий стык АпАТэк-Р65М-К:
2 - изоляционная втулка; 3 - рельс: 4 - металлическая накладка; 5 - изоляционная прокладка; 6 - гайка; 7 - шайба; 8 - клеящая паста; 9 - металлическая обечайка
На участках с S-образными и одиночными кривыми радиусами менее 500 м, где наблюдается интенсивный боковой износ головки рельсов, с разрешения начальника службы пути могут укладываться короткие плети длиной не менее 350 м.
Более короткие плети, но не менее 100 м, могут укладываться на станциях между стрелочными переводами. При этом концы их должны быть отделены от стрелочных переводов двумя парами уравнительных рельсов длиной по 12,5 м, а концы плетей и уравнительных рельсов стянуты высокопрочными стыковыми болтами в соответствии с п.2.6.4. При отсутствии высокопрочных стыковых болтов длины плетей должны быть не менее 150 м.
Плети, укладываемые в кривых, должны иметь разную длину по наружной и внутренней нитям с тем, чтобы их концы размещались по наугольнику. Не допускается забег концов плетей в стыках более 8 см.
2.5.7. В проекте укладки бесстыкового пути каждой паре плетей присваивают порядковый номер, под которым она должна значиться в заявке на сварку, Журнале учета службы и температурного режима рельсовых плетей или Паспорте-карте бесстыкового пути с длинными плетями и журнале учета их службы и других учетных документах дистанции пути. Правую и левую плети по счету километров отмечают буквами П и Л.
В начале и конце каждой плети, выпускаемой РСП, белой масляной краской на внутренней стороне шейки рельса (со стороны оси пути) указывается номер РСП, номер плети по сварочной ведомости, длина плети в метрах в точностью до второго знака после запятой. Длина плети определяется и указывается при температуре рельса +20 °С.
Если длину плети измеряют неметаллической лентой или по специально разбитым поперечным створам при большей или меньшей температуре рельса, то следует вводить поправку , м, используя следующую формулу:
где - измеренная при данной температуре длина плети, м;
- температура рельса в момент измерения длины плети, °С.
Для плети длиной 1000 м в табл.2.1 даны значения поправок, вычисленные по приведенной выше формуле.
Таблица 2.1. Поправки, вводимые при измерении 1000-метровой плети при различной температуре
Читайте также: