
Где намечаются места пропила рельса в плети при укладке временной рубки
Обновлено: 23.04.2024
Работы по одиночной смене рельса ограждаются сигналами остановки. Руководит работами бригадир пути.
Для замены одного рельса типа Р50 и легче длиной 12,5 м требуется бригада не менее 6 чел., при длине 25 м - 10 чел., при рельсах Р65 - соответственно 8 и 14 чел., при Р75 - 10 и 16 чел. Для транспортировки рельсов к месту смены используют дрезину или съемные портальные краны.
Рельс для замены выбирают из покилометрового запаса или из рельсов, специально привезенных для этой цели.
Выбранный рельс осматривают (даже если он замаркирован) и обмеряют. Только после того, как бригадир пути убедится, что рельс не имеет дефектов и размеры его соответствуют лежащему в пути (с учетом зазора) как по длине, так и по высоте, этот рельс грузят на дрезину или поднимают съемными портальными кранами и при соответствующем ограждении перемещают к месту смены. По высоте рельс не должен отличаться от.высоты примыкающих к нему рельсов больше чем на 1 мм.
Привезенный на место работ рельс укладывают внутри колеи на расстоянии не менее 500 мм от путевого рельса или на концах шпал на расстоянии 50 мм от их торца, пришивают каждый конец рельса к шпалам и устанавливают в торцах рельсов охранные башмаки.
Смену рельса типа Р50 длиной 12,5 м выполняют в следующем порядке.
Два монтера пути расчищают от мусора и грязи шпалы и скрепления вокруг сменяемого рельса, в необходимых случаях зачищают заусенцы на шпалах, убирают щепу, обметают сменяемый рельс и скрепления, антисептируют зачищенные места и снимают противоугоны. В это время другие два монтера опробуют стыковые болты, смазывают резьбу и снимают второй и пятый болты. Пятый и шестой монтеры выдергивают на стыковых шпалах по одному из двух основных костылей с внутренней стороны рельсовой нити, антисептируют костыльные отверстия, вставляют в них пластинки-закрепители и опробуют все основные костыли на всех остальных концах шпал этого рельса. Эти подготовительные работы ограждаются сигнальными знаками «С».
Сразу же третий монтер пути устанавливает продольную обходную перемычку или две поперечные перемычки и снимает рельсовые соединители (см. рис. 10.9). Перемычки прикрепляют к подошве рельса струбцинами.
Первый и второй монтеры разболчивают в стыках все болты и снимают накладки, а четвертый - шестой монтеры выдергивают все внутренние основные костыли, антисептируют костыльные отверстия, ставят в них пластинки-закрепители и наддергивают наружные основные костыли. Затем все монтеры пути ломами, выкантовывают сменяемый рельс на концы шпал, а заранее помещенный в середине колеи новый рельс (или старогодный) надвигают на подкладки, подводя под головки наддернутых наружных костылей. После укладки рельса первый и второй монтеры устанавливают накладки и сболчивают их четырьмя болтами сначала на одном стыке, а затем на другом. Четвертый - шестой монтеры пришивают в это время уложенный рельс одним внутренним костылем на каждом конце шпалы и добивают наружные костыли. Третий монтер снимает перемычки, устанавливает рельсовые соединители или помогает их приваривать.
Бригадир пути, проверив путь по шаблону и удостоверившись, что рельс на каждой шпале зашит не менее чем двумя костылями и стыки затянуты четырьмя болтами, дает указание, сигналистам снять сигналы ограждения.
Сменный рельс убирают с концов шпал на обочину. Два монтера пути заболчивают третий и пятый болты в стыках, два монтера ставят противоугоны, а два зашивают третьи костыли..
После окончания этих работ бригадир пути маркирует снятый рельс и вместе с монтерами пути грузит его на дрезину или подхватывает съемными портальными кранами и вывозит в установленное место.
При одиночной смене рельса длиной 25 м порядок. и последовательность работ остаются такими же, только на всех операциях. по смене рельса требуется больше монтеров пути и поэтому бригада увеличивается до 10 чел.
Работы по одиночной смене шпал ограждают сигнальным знаком «С». Поезда по участку работ пропускаются с установленной скоростью. Работа производится группой в составе двух монтеров пути, один из которых должен иметь 4-й или 5-й разряд и руководить этой работой.
На одном рельсовом звене можно заменять одновременно не более двух шпал, причем расстояние между ними должно быть не менее шести шпал.
На шпалах располагаются отдельные обустройства автоблокировки и электротяги. Перед сменой таких шпал эти обустройства временно переносят на соседние шпалы без прекращейия их действия. Перенос делают в присутствии работников участка энергоснабжения или дистанции сигнализации и связи. После смены указанных шпал обустройства устанавливают на прежнее . место.
Смену деревянных шпал выполняют в следующем порядке.
Оба монтера отрывают балласт в шпальном ящике на 2 - 3 см ниже постели шпал и устраивают выход на обочину, расшивают шпалу, снимают противоугоны, удаляют подкладки и смещают шпалу вдоль рельсовых нитей в свободный от балласта шпальный ящик, затем вдвоем шпальными клещами вытаскивают ее на обочину. После этого осматривают балластную постель под выброшенной шпалой, несколько подрезают и выравнивают ее под новую шпалу, клещами затаскивают новую шпалу в шпальный ящик, заводят ее вдоль пути на подготовленную постель, устанавливают по метке на рельсе и выравнивают шнуровой конец. Далее каждый монтер пути на своей нити укладывает подкладки. Затем один монтер пути подвешивает сначала один конец шпалы на рихтовочной нити, потом другой конец, а другой монтер пришивает рельс сначала на рихтовочном конце шпалы, а затем ставит по шаблону противоположную нить и пришивает ее на втором конце шпалы. Подбойками подбивают сменную шпалу, устанавливают на место и закрепляют противоугоны, засыпают шпальный ящик балластом, хорошо его утрамбовывают и заправляют балластную призму. Через день-два повторно подбивают вновь уложенные шпалы.
Монтеры пути подбивают шпалы прежде всего в зоне рельса, находясь друг против друга по разные стороны от рельса; уплотнив балласт, они переходят через рельс и продолжают подбивку аналогичным образом. В кривых подбивку начинают с упорной нити.
В настоящее время все шире распространяется механизированная смена шпал при текущем содержании пути с помощью машин ШСМ-1 и механизмов МСШ-1, которые устраняют целый ряд ручных операций.
Смену железобетонных шпал с применением машины ШСМ-1 выполняют в «окно». Новые шпалы с подкладками находятся на площадке машины. В подготовительный период перед приходом машины к месту работ бригада монтеров пути в количестве 6 чел. готовит отмеченные мелом на шейке рельса шпалы к смене. Они снимают клеммные болты на сменяемых шпалах и ослабляют их на соседних.
Машина, приведенная в рабочее состояние, вывешивает путевую решетку над шпалой на высоту 20 мм, захватывает шпальной головкой конец. шпалы, вытаскивает ее и укладывает на площадку машины, там же захватывает новую шпалу и затаскивает ее на место старой. Выполнив эту работу, машина переезжает к следующей шпале. Монтеры пути на новую железобетонную шпалу укладывают прокладки, на них подкладки, опускают рельсовые нити, закрепляют клеммные и закладные болты, затем подбивают шпалу, уплотняют балласт в шпальных ящиках и планируют балластную призму в этом месте.
При вывешивании путевой решетки перед изъятием негодной шпалы из пути под соседние шпалы попадает балласт из шпальных ящиков и на месте смененной шпалы в профиле возникает «бугор». Поэтому целесообразно смену шпал производить на километрах, которые выправляются при планово-предупредительном или другом ремонте выправочно-подбивочными машинами.
Работой по смене шпал руководит бригадир пути или старший монтер пути. Работы выполняются в «окно», место работ ограждается сигналами остановки. По окончании работ проверяют состояние пути и разрешают движение поездов с установленной скоростью.
При замене железобетонных шпал вручную используют специальный металлический лист длиной 3,1 м, шириной 0,25 м с петлями на концах, который подводят под шпалу. Металлический лист облегчает вытаскивание шпалы и предохраняет постель шпалы от разрушения. Замену шпал в этих случаях выполняет бригада в составе шести монтеров пути под руководством бригадира.
Одиночная смена переводных брусьев выполняется группой из трех монтеров пути под руководством бригадира.
На стрелочном переводе можно одновременно заменять два переводных бруса, но с условием, что их будут разделять не менее 10 брусьев. Новые брусья завозят заблаговременно и укладывают в междупутье или на обочине земляного полотна. Концы новых брусьев должны быть укреплены металлическими или деревянными винтами или обвязаны металлической полосой. Место работ ограждают сигнальными знаками «С». Технология работ по замене брусьев аналогична технологии смены шпал.
Одиночную смену флюгарочных брусьев выполняет бригада в составе трех монтеров пути под руководством бригадира пути с ограждением места работ сигналами остановки. Поездам выдают предупреждение о следовании по месту работ со скоростью не более 25 км/ч. Время начала и окончания работ согласовывают с дежурным по станции. Перед началом работ остряки зашивают или прижатый остряк скрепляют с рамным рельсом специальной скобой, а между отведенным остряком и рамным рельсом вставляют деревянный вкладыш. Перед пропуском поезда брус должен быть уложен на место, пришит и подбит, а переводной механизм должен исправно работать. После смены флюгарочного бруса бригадир извещает дежурного по станции об окончании работ и снимает сигналы остановки.
Смена изолирующих деталей в электроизолирующем стыке производится, как правило, комплектно. Изолирующие втулки для стыковых болтов могут заменяться отдельно, если это необходимо по их состоянию. Работы по замене изоляции выполняет группа в составе двух монтеров пути и сигналистов под руководством бригадира пути. Место работ ограждают сигналами остановки.
После подбора необходимых материалов и инструмента бригадир пути дает указание оградить место работ и приступить к ним. Работы выполняют по технологии смены накладок. После снятия накладок и изолирующих прокладок устанавливают причину порчи изолирующего материала. Причинами могут быть острые заусенцы на краях полок накладок, задиры, острые кромки. Такие места тщательно зачищают или эти накладки заменяют другими. Боковые, нижние и торцовые изолирующие прокладки устанавливают на место. На стыковые болты надевают изолирующие втулки и далее стык собирают так же, как и при смене накладок. После сборки стыка зашивают стыковые шпалы, и бригадир дает указание снять сигналы остановки. Поездам разрешается следовать с установленной скоростью. При сборке стыка обращают особое внимание на правильное положение изолирующих втулок на болтах и на своевременность постановки торцовых прокладок, так как устанавливать такие прокладки, обрубая нижнюю часть, в зазор между рельсами после сборки стыка нельзя.
Бригадир пути при замене изолирующих деталей внимательно проверяет состояние концов рельсов, находившихся под накладками. Собранный и сболченный стык проверяют на сопротивление, чтобы убедиться в надежности изоляции.
В конце рабочего дня повторно подтягивают болты в стыке.
Сборка изолирующих стыков - трудоемкая и продолжительная работа. Поэтому для ускорения производства работ и улучшения их качества применяют приспособление, предложенное Е. М. Шульгиным и С. И. Белым (Московская железная дорога).
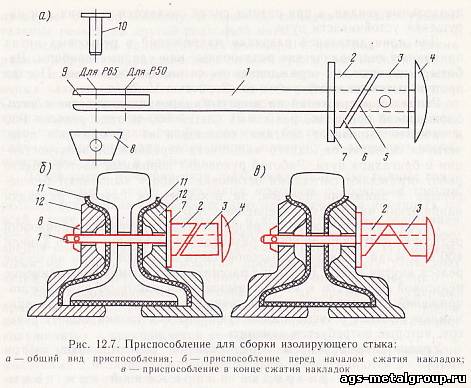
Это приспособление (рис. 12.7, а) представляет собой металлический штырь 1, один конец которого имеет продольный разрез 9 для размещения фиксатора 8, шарнирно закрепляемого перед началом сжатия накладок с помощью валика 10. Другой конец штыря оканчивается жестко закрепленной ограничительной шляпкой 4, к плоской поверхности которой прилегает натяжная поворотная головка, выполненная из двух муфт: упорной 2 с приваренной к ней стопорной шайбой 7 и силовой 3. Обе муфты свободно надеты на штырь и имеют скошенные плоскости 5 и 6.
Изолирующий стык собирают следующим образом: после установки с обеих сторон рельса металлических накладок 12 (рис. 12.7, б) вместе с изолирующими прокладками 11 в отверстие накладок и рельса вставляют штырь с надетой на него стопорной шайбой 7 и муфтами 2 и 3. В продольный вырез 9 штыря вставляют фиксатор 8 и шарнирно закрепляют его валиком 10. Рычагом поворачивают силовую муфту 3 в положение, показанное на рис. 12.7, в, в результате этого накладки плотно сжимаются вместе с изолирующими прокладками. Затем сборку стыка продолжают так же, как и при смене накладок.
Фронт работ: 60 м. Продолжительность работы -1ч. 10 мин.
3.3.1. Организация работ.
Работы по временному восстановлению рельсовой плети выполняются под руководством дорожного мастера, бригадой монтеров пути из пяти чел. (в состав бригады входит неосвобожденный бригадир пути) и двух сигналистов.
Работы выполняются с ограждением места работ сигналами остановки.
Подготовительные работы.
На производственной базе заготавливается временный рельс с болтовыми отверстиями под 6-ти дырные накладки и грузится на платформу мотовоза.
Готовятся к работе рельсорезный и рельсосверлильный станки, подносят накладки и стыковые болты. Временный рельс доставляется на место работ мотовозом одновременно со станками и электроагрегатом.
Основные работы, выполняемые в
По указанию дорожного мастера 2 монтера пути (№1-2) производят вырезку куска рельса с дефектом, на концах плети просверливают болтовые отверстия. При необходимости пропуска поезда во время распиловки рель-
сорезный станок снимается, на место пропила устанавливаются 6-ти дырные накладки и стягиваются струбцинами. Скорость пропуска поезда - 25 км/ч.
3 монтера пути (№3-5) торцовыми ключами отвинчивают закладные болты между двумя пропилами, сдвигают пружинные клеммы в монтажное положение и меняют выпиленный кусок с дефектом на временный рельс устанавливают 6-ти дырные накладки и сболчивают стыки.
После установки накладок, проверки пути по шаблону поезда пропускаются с установленной скоростью.
Мотовоз МПТ убирает с места работ вырезанную рельсовую рубку.
3.3.2. Перечень необходимых механизмов и путевого инструмента.
1. Мотовоз МПТ, шт. 1
2. Рельсорезный станок, шт. 1
3. Рельсосверлильный станок, шт. 1
4. Электроагрегат АБ-4, шт. 1
5. Ключ гаечный, шт. 2
6. Ключ торцовый, шт. 5
7. Ключ динамометрический, шт. . 1
8. Рулетка мерная, шт. 3
10. Термометр рельсовый, шт. 1
11. Шаблон ЦУП, шт. 1
12. Аппаратура радиосвязи, компл. 1
3.3.3. При температуре рельсовой плети превышающей температуру ее закрепления, временное восстановление производят на закрытом для дви-
 |
жения перегоне (в «окно») или в технологическое время, предусмотренное в графике движения поездов.
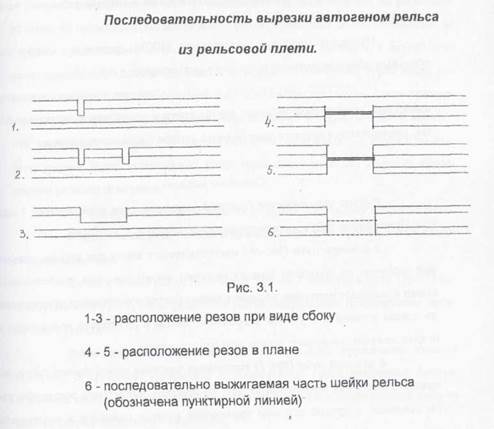
При такой температуре плети в ней действуют сжимающие силы, затрудняющие резание. В таких случаях рекомендуется сначала вырезать газовым резаком кусок рельса длиной 10-20 см в месте дефекта, а затем рельсо-резным станком обрезать концы плетей на требуемых расстояниях. Чтобы вырезаемый кусок рельса не зажимало при удлинении концов плетей и для обеспечения безопасности работающих, можно его вырезать постепенно. Порядок действий при постепенной вырезке показан на рис.3.1. Вначале по концам вырезаемого куска прорезают всю головку и шейку до половины высоты, затем часть рельса, находящуюся между двумя вертикальными прорезями, удаляют горизонтальным резом, после чего на той же длине 10-20 см вырезают две части подошвы но обе стороны шейки. Оставшуюся часть шейки постепенно выжигают посредством вертикальных перемещений резака до образования свободного зазора.
3.4. Окончательное восстановление рельсовой плети сваркой при tp = tзакр. ±_5°. Фронт работ - 55 м Продолжительность «окна» - 1 ч.50 мин.
3.4.1. Особые условия работ.
Для сварки рельсовой плети используется передвижная рельсосва-рочная машина ПРСМ с подвесной головкой К-355 А-1 или К-900.

На месте работ сварочная головка должна располагаться в сторону 1-го свариваемого стыка.
3.4.2. Организация работ.
Работы по окончательному восстановлению рельсовой плети сваркой подразделяются на подготовительные и основные и выполняются в следующей последовательности.
Подготовительные работы.
Подготовительные работы выполняются на производственной базе, рельсосварочном предприятии и на перегоне.
На производственной базе производится заготовка рельсовой вставки и погрузка ее на платформу мотовоза.
На рельсосварочном предприятии ПРСМ производит сварку контрольных образцов рельсовых стыков в соответствии с п.3.1.12.
На перегоне выгружаются и устанавливаются полушпалки с металлическими скользунами на месте изгиба плети и опробуются закладные болты, откапываются ящики в зоне сварных стыков и сдвигаются шпалы.
Основные работы.
Работы выполняются бригадой монтеров пути в количестве 7 чел. (см. Приложение №2) в «окно» продолжительностью 1 ч. 50 мин.
3 монтера пути (№1-№) подготавливают места для работы свароч
ной машины: на стыковых шпалах снимают закладные узлы, разболчивают стыки и снимают накладки, обрезают концы плетей с болтовыми отверстиями
до длины вставки и с учетом укорочения длины в результате оплавления и
осадки металла, зачищают концы рельсов под сварку.
4 монтера пути (№4-7) торцовыми ключами отвинчивают гайки за
кладных болтов на временном рельсе: со стороны выкантовки закладные уз
лы снимают, с другой стороны пружинные клеммы сдвигают в монтажное
положение.
7 монтеров пути (№1-7) меняют временный рельс на рельсовую вставку; пружинные клеммы сдвигают в проектное положение, устанавливают закладные узлы и наживляют гайки закладных болтов.
Сварочная головка ПРСМ устанавливается на первый стык и производится сварка стыка. После снятия грата и термообработки стык шлифуется по всему периметру грубой обработкой, а затем чистовой обработкой шлифуется поверхность катания головки рельса станком СЧР.
Дефектоскопист ультразвуковым аппаратом проверяет качество сварки. Прямолинейность рельса в месте сварки проверяется линейкой длиной 1 м (кривизна более 0,3 мм не допускается).
7 монтеров пути (№1-7) закрепляют закладные болты на рельсовой вставке, на примыкающем конце плети (45 м) закладные болты ослабляют: со стороны предстоящего изгиба плети закладные узлы снимают, с другой стороны пружинные клеммы сдвигают в монтажное положение, торец плети отводят в сторону, образуя забег стыков; освобожденную часть плети приподнимают и по металлическим скользунам изгибают в горизонтальной плоскости: на прямых участках - в сторону оси пути, на кривых - в наружную сторону кривой. Изгиб заканчивают, когда торец плети совпадет с торцом приваренной рельсовой вставки.
ПРСМ продвигается по вставке и производит сварку второго стыка. Обработка сварного стыка и проверка качества производится аналогичным способом.
После 2-3 мин после окончания сварки 7 монтеров пути (№1-7) оставшуюся изогнутую часть рельсовой плети выпрямляют приложением поперечного усилия.
Закладные узлы устанавливаются на место, пружинные клеммы
сдвигают в проектное положение и завинчивают гайки закладных болтов,
стыковые шпалы восстанавливают, шпальные ящики в подрельсовой зоне на
местах сварки засыпаются балластом.
После проверки состояния пути, контроля усилия затяжки болтов динамометрическим ключом, устранения выявленных неисправностей участок работ открывается: для первых одного-двух поездов со скоростью не более 25 км/ч, последующих - определяет руководитель работ.
На этом окончательное восстановление рельсовой плети заканчивается.
3.4.3. Производственный состав.
Работы по окончательному восстановлению рельсовой плети сваркой выполняются бригадой монтеров пути в количестве 7 чел.
Командный и обслуживающий персонал состоит из 4 чел., в т.ч.
Дорожный мастер (руководитель работ). 1 чел.
Бригадир пути (неосвобожденный входит в
число монтеров пути) 1 чел.
Сигналист 2 чел.
дефектоскопией 1 чел.
Машинисты путевых машин всего 8 чел., в т.ч.:
Бригада ПРСМ 6 чел.
Мотовоза МПТ 2 чел.
Всего занято в работе 19 чел.
3.4.4. Перечень необходимых механизмов и путевого инструмента.
1. Рельсосварочная машина ПРСМ, шт. 1
2. Мотовоз МПТ, шт. 1
3. Электроагрегат АБ-4, шт. 1
4. Рельсошлифовальный станок (для обработки 1
сварного стыка), шт.
5. Рельсошлифовальный станок СЧР (для чисто- 1
вой обработки сварного стыка), шт.
6. Рельсорезный станок, шт. 1
7. Ключ гаечный, шт. 3
8. Ключ торцовый, шт. 7
9. Ключ динамометрический, шт. 1
10. Вилы щебеночные, шт. 3
11. Лом остроконечный, шт. - 7
12. Рулетка мерная, шт. 1
13. Термометр рельсовый, шт. 1
14. Дефектоскоп ультразвуковой, шт. 1
15. Шаблон ЦУП, шт. 1
16. Линейка металлическая, шт. 1
17. Аппаратура радиосвязи, комгш. 1
3.5. Ведомость затрат труда по техническим нормам (Технологический процесс №1)
3.3.1 Укладка плетей бесстыкового пути на участках ремонтно-путевых работ производится после постановки пути в проектное положение и стабилизации балластной призмы.
При разовом проходе динамического стабилизатора пути для стабилизации балластной призмы достаточно пропустить 700÷800, двухразовом проходе - 500÷600, трехразовом проходе - 300÷400, а четырехразовом проходе - 100÷200 тыс. тонн груза (брутто).
3.3.2 Замена инвентарных рельсов на сварные плети, ввод плетей в tопт, смена плетей и другие виды работ, связанные с их раскреплением, производятся по утвержденным технологическим процессам. При подготовительных работах до «окна» допускается частичное снятие клемм (или перевод их в монтажное положение) на инвентарных рельсах или сменяемых плетях с ограничением скорости движения поездов в соответствии с Инструкцией по обеспечению безопасности движения при производстве путевых работ.
Плеть надвигается на штатные места железобетонных шпал с лежащими на них прокладками-амортизаторами последовательно, начиная с одного ее конца.
В исключительных случаях, если сварка плетей переносится на следующий год, между плетями необходимо уложить уравнительные пролеты в соответствии с п. 2.7 настоящей Инструкции.
3.3.3 Сварка коротких плетей в длинные должна производиться по утвержденным технологическим процессам:
1. Путем последовательной приварки методом подтягивания или методом предварительного изгиба надвигаемых на штатные места на железобетонных шпалах коротких плетей.
2. Сваркой плетей внутри колеи методом подтягивания или методом предварительного изгиба до длины блок-участка, но не более 2000 м.
3. Последовательной надвижкой, с вводом в оптимальную температуру закрепления с использованием нагревательной установки.
4. Надвижкой коротких плетей и вводом их в оптимальную температуру закрепления с использованием гидравлического натяжного устройства (далее –ГНУ).
3.3.4 Сварка плетей должна производиться при оптимальной температуре закрепления. Разрешается производить сварку при температуре рельсов выше оптимальной, но не более чем на 10 0 С, и ниже оптимальной. Допускаемое понижение температуры рельсов при сварке относительно оптимальной определяется технологией производства работ. Но в любых случаях электроконтактная сварка не должна производиться при температуре рельсов ниже 0 0 С, а алюминотермитная ниже -5 0 С.
Если сварка плетей производится при температуре рельсов на 5¸10 0 С выше оптимальной температуры закрепления, то после ее завершения и остывания сваренных стыков на длине плети, включающей участок производства работ (lу.п.р.)и примыкающие к нему с обеих сторон участки плетей, равные по lу.п.р. должна быть выполнена регулировка напряжений. При перепаде температуры рельсовой плети в момент выполнения сварки последнего стыка методом предварительного изгиба относительно оптимальной температуры закрепления не более 5 0 С общая длина участка регулировки напряжений в плети должна быть также не менее 3lу.п.р..
В рассмотренных случаях температуру закрепления плети на участке регулировки принимают ниже температуры рельсов в момент производства работ не более, чем на 5 0 С.
Если температура рельсовой плети при сварке ниже оптимальной температуры закрепления, то восстановление температуры закрепления плети на участке производства работ должно проводиться в соответствии с требованиями Приложения 4.
3.3.5 Перед удлинением коротких эксплуатируемых плетей все дефектные места должны быть вырезаны и восстановлены, как и места временного восстановления плетей, сваркой.
Если температура одной или обеих свариваемых плетей ниже или выше оптимальной температуры более чем на 5 0 С, то перед сваркой плети должны быть введены в оптимальную температуру закрепления. Разность температур закрепления соседних свариваемых плетей и длинных плетей, сваренных из 3-х и более коротких плетей не должна превышать значений, приведенных в п.3.4.1 настоящей Инструкции.
При сварке эксплуатируемых плетей рельсы уравнительного пролета целесообразно заменять рельсовой вставкой, сваренной из рельсов с близким к плетям износом ±1 мм и пропущенным тоннажем, не превышающим более, чем на 100 млн. тонн груза брутто тоннаж эксплуатирующихся плетей.
3.3.6 По окончании сварки на расстоянии не менее 25 см от оси стыка, сваренного ПРСМ, и 60 см от стыка, сваренного алюминотермитной сваркой, по ходу движения поезда записывается порядковый номер стыка.
Нумерация стыков, сваренных электроконтактной и алюминотермитной сваркой, должна быть раздельная по видам сварки и сквозная в пределах дистанции пути.
Дата сварки, температура рельсов при сварке коротких плетей в длинные должны быть зафиксированы в Паспорте-карте бесстыкового пути с длинными плетями (Приложение 7). Дополнительно данные по алюминотермитной и электроконтактной (ПРСМ) сварке (номер стыка, дата и год сварки и код предприятия - производителя работ) записываются соответственно в Журнал учета работ по алюминотермитной сварке и в Журнал учета работ по электроконтактной сварке. Оба журнала ведутся и хранятся в дистанции пути.
3.3.7 После укладки и ввода плетей в оптимальную температуру закрепления, за несколько дней до сдачи отремонтированного участка бесстыкового пути, работниками путевых машинных станций и дистанций пути совместно должно быть проведено обследование бесстыкового пути с проверкой крутящих моментов затяжки гаек клеммных, закладных, стыковых болтов, шурупов, сил прижатия рельсов к основанию клеммами анкерных скреплений, положения прокладок-амортизаторов, возможных подвижек плетей, соответствия требуемым нормам состояния балластной призмы, соответствия нормам стыковых зазоров в уравнительных стыках и проведены работы по устранению обнаруженных неисправностей.
Основные положения. При поперечных изломах рельсовой плети или при обнаружении в ней дефекта, требующего вырезки по классификации дефектности рельсов НТД/ЦП-1-93, восстановление плети производят в три этапа, соответствующих:
краткосрочному восстановлению (на период до 4 ч), при котором в месте дефекта устанавливают шестидырные накладки со струбцинами (рис. 3.4) и пропускают поезда со скоростью: 40 км/ч - при зазоре в месте излома до 25 мм; 25 км/ч - при зазоре 26-40 мм с постоянным наблюдением за состоянием рельсов в месте излома;
временному восстановлению (до 6 мес.);
окончательному восстановлению (при переводе плети на постоянный режим работы).
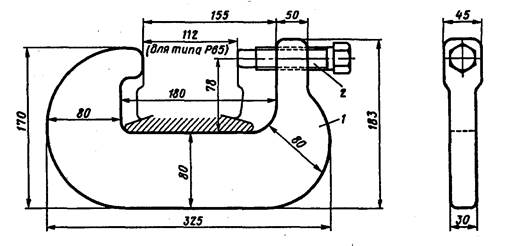 |
| Рис. 3.4. Стыковая струбцина: 1 - скоба струбцины; 2 - зажимной винт |
Разница по высоте и по внутренней грани головки уложенного рельса и плети не должна быть более1 мм; большую разницу устраняют: по высоте - установкой переходных накладок; по горизонтали - шлифовкой боковой грани головки рельса в месте ступеньки.
Перед вырезкой места излома (дефекта) плети тщательно (20-метровой стальной рулеткой) измеряют длину рельса, подлежащего укладке в путь, и соответственно ей устанавливают и фиксируют на головке плети места пропила, если в месте излома имеется зазор. При отсутствии зазора прежде чем выпиливать место излома необходимо на протяжении 20-25 м с обеих сторон от излома закрепить клеммные и закладные болты, затем в месте излома автогеном вырезать кусок рельса длиной 10-15 см с целью снятия внутренних сжимающих усилий в плети для возможности свободного ее обрезания рельсорезным станком. После этого выпиливают и сдвигают в сторону отрезок рельсовой плети в месте дефекта длиной на 4-5мм больше длины подготовленного к укладке рельса с болтовыми отверстиями;
на образовавшихся концах рельсовой плети просверливают отверстия для болтов; в вырезанное место вставляют подготовленный рельс и шестидырными накладками скрепляют с плетью. При этом рекомендуется устанавливать высокопрочные болты с усиленной затяжкой гаек (1000 Н*м).
Полное восстановление изломанной рельсовой плети сваркой с применением рельсосварочной машины ПРСМ. Сварка изломанной рельсовой плети производится в пути рельсосварочной машиной ПРСМ контактным способом.
Работы по сварке плети включают в себя следующие технологические операции:
удаление подкладок на шпалах и частичную вырезку балласта в шпальном ящике, где должна размещаться сварочная головка машины ПРСМ;
вырезание части плети в месте нахождения временно уложенного рельса (вместе с ним); при этом длина вырезаемой части l, мм, определяется из выражения:
l = lвр + 750 + 750,
где lвр - длина уложенного рельса, мм; 750 - длина обрезаемых концов плети, мм;
зачистка обрезанных концов рельсов абразивным инструментом (до металлического блеска);
снятие и ослабление клемм на участке выгибания (или перемещения) плети;
выгибание (или продольное перемещение) плети;
замену вырезанной части рельсовой нити на рельс без болтовых отверстий;
вваривание рельса в плеть;
выравнивание температурных напряжений в рельсовых плетях по обеим рельсовым нитям.
Ввариваемый в плеть рельс без болтовых отверстий должен иметь длину на 80мм больше вырезаемой части и не должен отличаться от плети по высоте и боковому износу головки более допускаемой величины, установленной Инструкцией по текущему содержанию пути. Кроме того, он должен удовлетворять требованиям, предъявляемым к сварке рельсов по условиям термической обработки рельсового металла и иметь наработку тоннажа не выше чем восстанавливаемая плеть.
Технология вварки в плеть рельса может быть двух видов: с частичным раскреплением плети и ее изгибом; с полным раскреплением короткой части плети и ее перемещением.
При вварке рельса с изгибом плети (рис. 3.5) на участке БВ длиной 5 м гайки отвертывают на несколько оборотов, а на участках ЕА и ГД длиной по 50 м клеммные болты, наоборот, закрепляют, чтобы исключить перемещение плети. На участке ВГ длиной 40 м клеммы снимают. Раскрепленную часть плети поднимают над ребордами подкладок и изгибают в горизонтальной плоскости: на прямых участках - в сторону оси пути, а на кривых - в наружную сторону кривой. Изгиб плети заканчивают, когда ее торец совпадает с торцом рельсовой вставки. В процессе сварки изогнутая часть плети постепенно выпрямляется под действием продольного усилия, создаваемого сварочной машиной. При этом по окончании сварки плеть должна оставаться изогнутой; стрела остаточного изгиба, измеряемая в месте наибольшего удаления внутреннего края подошвы изогнутой плети от края реборды подкладки, должна оставаться в пределах 15-30 см; в противном случае сварной стык должен быть забракован и вырезан из плети.
 |
| Рис. 3.5. Схема изгиба рельсовой плети: АБ- вставка; БВ - участок ослабления на три-четыре оборота клеммных болтов; ВГ- участок изгиба плети |
После остывания замыкающего стыка (через 2-3 мин после окончания сварки) оставшуюся изогнутой часть плети выпрямляют приложением поперечного усилия. Постановку клемм и закручивание гаек производят в направлении от замыкающего сварного стыка.
Сдвиг плети на участке ВГ при ее изгибе перед сваркой и при выправлении после сварки должен производиться по металлическим скользунам, равномерно распределенным на участке изгиба; должно быть обеспечено свободное, без большого трения поперечное перемещение плети по ним. Сварные стыки должны быть обозначены несмываемой белой краской на внутренней стороне рельса двумя парами вертикальных полос и взяты на учет в дистанции пути.
Вварка в плеть рельса должна производиться при температуре плети, отличающейся от температуры закрепления не более чем на 5 °С. Если это условие не выполнено, то необходимо перезакрепить плеть при наступлении этой температуры. Вваривают вставки, как правило, при положительных температурах; допускается вварка при температуре не ниже -10 °С.
Работой по окончательному восстановлению плети, лежащей на главном пути, руководит старший дорожный мастер, а на станционном пути - дорожный мастер.
При вварке вставки без изгиба плети перед укладкой в путь рельса без болтовых отверстий (вместо вырезанной дефектной части плети) со стороны короткой части плети в уравнительном пролете заменяют рельс на укороченный; на участке между дефектным местом и уравнительным пролетом ослабляют на три-четыре оборота клеммные болты; с помощью гидравлического натяжного устройства передвигают короткую часть плети в сторону уравнительного пролета на величину, позволяющую уложить в путь подготовленный рельс без болтовых отверстий, имеющий большую длину (с учетом ее уменьшения при сварке) по сравнению с вырезанной дефектной частью плети; после укладки этого рельса в путь производят сварку плети с уложенным рельсом в стыке со стороны длинной части плети. Затем с помощью гидравлического натяжного устройства перемещают короткий конец плети в сторону второго стыка сварки с целью создания необходимого усилия прижатия свариваемых концов рельсов.
Для обеспечения электрического контакта с губками рельсосварочной машины стыкуемые поверхности на концах рельсов должны быть предварительно зачищены до металлического блеска. После сварки грат и выдавленный металл удаляют обрубкой в горячем состоянии по всему периметру сварных стыков и места обрубки шлифуют.
Неровности на поверхности катания в месте сварки рельса не должны превышать 0,3мм на длине 1 м.
Продвижение машины ПРСМ через неостывший сварной стык, имеющий цвет каления, допускается при условии наложения на него специального металлического мостика.
После окончания сварки второго стыка, укороченный рельс в уравнительном пролете заменяют на нормальный.
Обнаружив трещину в рельсовой плети или сквозной поперечный излом с зазором до 25 мм, производят краткосрочное восстановление плети, чтобы не прекращать движение поездов. Для краткосрочного восстановления рельсовой плети ее концы в месте излома перекрывают типовыми накладками, прочно сжимают их специальными струбцинами и разрешают движение поездов со скоростью не более 25 км/ч на срок не более 3 ч. За местом повреждения в течение этого периода непрерывно наблюдает бригадир пути или специально проинструктированный опытный монтер пути. Работами по краткосрочному восстановлению руководит бригадир пути.
Не разрешается ставить накладки, прикрепленные струбцинами, если трещина или излом вызваны дефектами ЗОВ.2; ЗОГ.2; 50.2; 52.2; 56,3; 60.2 и при обнаружении двух дефектов, расположенных на расстоянии менее 25 м.
Внутреннее повреждение рельсовой плети по дефекту 21.2, обнаруженное дефектоскопом и не превышающее 30% сечения головки, можно перекрывать шестидырными накладками, закрепленными полным комплектом стыков болтов. После закрепления поезда пропускают без ограничения установленной скорости. Это место должно ежедневно осматриваться и периодически проверяться дефектоскопом с целью наблюдения за развитием трещины.
Одновременно с краткосрочным восстановлением плети бригада подвозит к месту излома рельс соответствующего типа, износа и длины. Длина этого рельса выбирается меньше стандартной - от 8 до 11 м. Такая длина рельса удобна тем, что впоследствии при окончательном восстановлении плети сваркой возможно вырезать из нее кусок с болтовыми отверстиями и вварить в плеть рельс стандартной длины.
Место первого пропила выбирают на расстоянии не менее 1 м от края дефекта или излома и не менее 3 м до ближайшего сварного стыка. Место второго пропила определяется длиной выбранного рельса, к которой добавляют величины двух зазоров в стыках по 3 - 4 мм летом в жаркую погоду.
При низких температурах место второго пропила намечают после того, как оба конца плети укоротятся. При высокой температуре, когда рельсовая плеть сжата, полотно рельсорезного станка после небольшого углубления, как правило, заклинивается. Во избежание этого газосваркой вырезают и удаляют из плети небольшой кусок рельса длиной 100 - 200 мм вместе с дефектом. В результате концы рельсовой плети под воздействием температурных сил удлиняются, снимая напряжение в плети, и заклинивание полотна рельсорезного станка не происходит.
Работы по временному восстановлению рельсовой плети производятся бригадой текущего содержания под руководством дорожного мастера. Состав бригады: 6 монтеров пути, газосварщик и бригадир пути.
После ограждения места работы сигналами остановки и установки обходной перемычки газосварщик по указанию дорожного мастера вырезает небольшой кусок рельса вместе с дефектом. Затем дорожный мастер наносит на шейке рельсовой плети риски пропилов. Два монтера устанавливают рельсорезные станки на место пропилов и обрезают рельс. В это. время 4 остальных монтера пути снимают клеммные болты и клеммы на всем протяжении вырезаемого рельса.
Закончив пропилы, монтеры пути, каждый на своем конце плети, просверливают болтовые отверстия. Затем все 6 монтеров пути выкантовывают вырезанный дефектный рельс и надвигают на это место новый рельс. После укладки нового рельса 2 монтера пути устанавливают накладки и сболчивают стыки четырьмя болтами, а 4 монтера устанавливают клеммы и завинчивают гайки клеммных болтов, сварщик приваривает стыковые соединители и снимает обходную перемычку. Бригадир пути проверяет путь по ширине колеи и уровню. Если нет отступления от норм, то по указанию дорожного мастера снимают сигналы остановки, и поезда пропускают по рельсовой плети с установленной скоростью. Затем 2 монтера пути устанавливают в стыках недостающие болты, а остальные монтеры пути подтягивают гайки клеммных болтов на вновь уложенном рельсе. После постановки всех болтов монтеры пути убирают отрезанные куски рельсов, материалы, инструменты и заправляют балластную призму.
Если не требуется снятие напряжения в плети, то предварительная вырезка куска рельса не нужна, и в бригаду не включается газосварщик.
Если излом или трещина в рельсовой плети произошли по дефектам 20.1-2; 21.1-2; ЗОВ.1-2; ЗОГ.1-2; 50.1-2; 52.1-2; 55; 60.1-2, то вырезают полностью весь рельс вместе со сварными швами и зоной влияния сварки на рельсы.
Такое временное восстановление плети не отвечает требованиям нормальной эксплуатации пути и поэтому необходимо в кратчайший срок восстановить целостность плети сваркой.
Окончательное восстановление рельсовой плети производят с помощью передвижной рельсосварочной машины ПРСМ, оборудованной головками К 155, К 255 или К 355.
Рельсовую плеть сваривают, как правило, в расчетном интервале температур, установленном для этой плети. При необходимости сварку можно выполнить и при температуре за пределами этого интервала, но не ниже - 10'С. В этом случае после сварки с наступлением расчетных температур обязательно производят разрядку температурных напряжений в этой рельсовой плети. На время работ по восстановлению рельсовой плети выдается предупреждение об ограничении скорости движения поездов до 25 км/ч.
Для выполнения работ по ввариванию в плеть стандартного (12,5 м) рельса перед «окном» выполняют следующие подготовительные работы. Подвозят рельс длиной 12,5 м того же типа без болтовых отверстий с незакаленными концами и имеющий одинаковую высоту по износу с лежащей в пути плетью; на каждых двух шпалах из трех ослабляют на 3 - 4 оборота гайки клеммных болтов короткой части изломавшейся плети. В месте сварки балласт из шпального ящика удаляют на глубину 30 см. Это позволит снять выдавленный металл и отшлифовать нижнюю часть подошвы рельса. Иногда сдвигают шпалу.
После предоставления «окна» заменяют уравнительный рельс длиной 12,5 м, примыкающий к короткой части изломавшейся плети на укороченный 12,42 м и с помощью разгоночного прибора перемещают короткую часть плети на 80 мм в сторону образовавшегося разрыва. После этого удаляют рельс, уложенный при временном восстановлении плети и отпиливают концы рельсовой плети с болтовыми отверстиями с таким расчетом, чтобы можно было уложить подготовленный для сварки рельс длиной 12,5 м. Шейки на концах свариваемых рельсов должны быть зачищены до металлического блеска с тем, чтобы обеспечить достаточный электрический контакт с губками сварочной машины.
После окончания этих работ машина ПРСМ подходит к первому свариваемому стыку. Сварочную головку машины устанавливают над ним, сваривают плеть с рельсом и обрабатывают первый стык, обрубая грат, пока он не остыл. Так как при сварке одного стыка происходит оплавка концов рельсов размером 40 мм, то до сварки второго стыка короткую часть плети при помощи разгоночного прибора подтягивают до касания с торцом ввариваемого рельса, после чего машина перемещается по переходному мостику к второму стыку и сваривает с рельсом вторую часть плети. При отсутствии переходного мостика необходимо выждать 10 мин и переехать через сваренный первый стык. По окончании сварки второго стыка снимают грат, шлифуют поверхность по всему периметру сечения рельса, а машину отправляют на станцию.
Неровности в местах сварки не должны превышать 0,3 мм. Одновременно по окончании сварки удаляют укороченный (12,42 м) и ставят на место ранее изъятый уравнительный рельс (12,50 м), приваривают стыковые соединители, довертывают гайки клеммных болтов и выполняют остальные работы. Сваренные стыки проверяют ультразвуковым дефектоскопом и открывают перегон для движения первых поездов со скоростью 40 км/ч. После обкатки поездами довертывают гайки клеммных и стыковых болтов и разрешают поездам следовать с установленной скоростью.
Если рельсовая плеть не подтягивается, а сваривается с предварительным местным изгибом, то в подготовительный период примыкаемую рельсовую нить освобождают от закрепления на каждых двух шпалах из трех в зоне ввариваемого рельса и на примыкающем к нему участке протяжением 40 - 50 м. После закрытия перегона удаляют рельс, уложенный при временном восстановлении, и делают вырезы в плети для ввариваемого рельса с учетом дополнительной оплавки концов рельсов при сварке размером 80 мм. Обрезанную и освобожденную от закрепления рельсовую нить изгибают горизонтально с тем, чтобы совместить торцы ввариваемого рельса и плети. После сварки таким способом заключительного стыка стрела изгиба уменьшается. При конечной стреле изгиба 15 см и более после охлаждения в течение 10 мин сварного стыка рельсовую плеть выпрямляют и закрепляют на всех шпалах. После окончания всех работ путь открывают для движения поездов с установленной скоростью.
Читайте также: