
Когда нельзя устанавливать накладки на место излома рельса в плети
Обновлено: 19.04.2024
Схема рельса типа Р75 длиной 25 м производится бригадой в составе 16 чел., типа Р65 — 14 чел., типа Р50 — 10 чел. Если для транспортировки и смены рельса типа Р75 или Р65 длиной 25 м применяют ручные съемные портальные краны (рис. 112), то численность бригады может быть уменьшена на 2—4 чел.
Для смены рельса типа Р75 длиной 12,5 м необходима бригада из 10 чел. При рельсах типов Р65 и Р50 состав бригады соответственно уменьшается до 8 и 6 чел.
Смену рельса типа Р50 длиной 12,5 м при нераздельном скреплении бригада в составе шести монтеров пути и двух сигналистов выполняет в следующем порядке.
В подготовительный период монтеры пути 1 и 2 снимают 2-й и 5-й болты в стыках сменяемого рельса и ставят под гайки остальных болтов по одной дополнительной шайбе; монтеры пути 3 и 4 зачищают заусенцы на шпалах у подкладок, антисептируют места зачистки, снимают противоугоны, обметают рельс; монтеры пути 5 и 6 выдергивают вторые костыли с внутренней стороны на стыковых шпалах, ставят в костыльные отверстия пластинки-закрепители, опробывают остальные костыли на выдергивание.

Рис. 112. Портальный ручной кран.
1 — рама ходовой тележки; 2 — ролик; 3 — рукоятка вращения ролика; 4 — каретка подъемного механизма; 5 — кожух подъемного механизма; 6 — трос продольного передвижения каретки; 7 — ролик; 8 — упор; 9 — клещи-захват; 10 — цепь подъемной тали; 11 — балка
В основной период после ограждения места работ сигналами остановки монтер пути 3 устанавливает обходной провод и снимает рельсовые соединители; монтеры пути 1 и 2 разболчивают стыки и снимают накладки; монтеры пути 4, 5, 6 выдергивают внутренние и наддергивают наружные костыли.
Затем все шестеро выдвигают ломами рельс из-под головок наддернутых костылей и выкантовывают его на концы шпал, надвигают новый, заранее подвезенный рельс на подкладки, после чего монтеры пути 1 и 2 сболчивают каждый стык на четыре болта; монтеры пути 4, 5, 6 пришивают рельс к шпалам по шаблону; монтер пути 3 снимает обходной провод и устанавливает рельсовые соединители. После этого сигналы остановки снимаются.
В заключительный период монтеры пути 1 и 2 устанавливают недостающие болты в стыках, монтеры пути 3 и 4 устанавливают противоугоны, монтеры пути 5 и 6 забивают третьи костыли на стыковых шпалах, затем все вместе убирают старый рельс.
Смена рельса при раздельном скреплении.
Смену рельса типа Р65 длиной 25 м при раздельном скреплении выполняет бригада, состоящая из 10 монтеров пути и двух сигналистов, в следующем порядке.
В подготовительный период два монтера пути отвертывают на стыках последовательно гайки 1-го и 3-го болтов, смазывают нарезку гаек и болтов, ставят по одной дополнительной шайбе на каждый болт и завертывают гайки. После этого те же монтеры пути на обоих стыках сменяемого рельса снимают 2-й и 4-й болты.
Одновременно восемь монтеров пути очищают от грязи и мусора лежащие в пути рельс и скрепления, опробуют и при необходимости смазывают нарезку клеммных болтов и гаек, отвертывая при этом гайки на 1/3 нарезки болта с последующим их завинчиванием.
В основной период, после ограждения места работы сигналами остановки, два монтера пути устанавливают обходной провод или поперечные перемычки, удаляют рельсовые соединители, снимают стыковые болты и накладки. Два монтера пути в это время расшивают новый рельс, подготовленный для замены негодного, снимают и убирают башмаки и костыли; остальные шесть монтеров пути отвинчивают гайки клеммных болтов и снимают все клеммные болты с клеммами.
Затем все 10 монтеров пути сдвигают сменяемый рельс с подкладок, выкантовывают его на концы шпал и надвигают на подкладки новый рельс.
После укладки нового рельса два монтера пути ставят накладки и сблочивают их сначала на одном, а потом на другом стыке и устанавливают рельсовые соединители; остальные монтеры пути в это время устанавливают все клеммы и завертывают гайки клеммных болтов, проверяя при этом колею по шаблону. Затем отсоединяют поперечные перемычки или обходной провод, убирают с концов шпал смененный рельс и снимают сигналы остановки. Поезда пропускают без уменьшения скорости.
В заключительный период два монтера пути подкрепляют стыковые болты, а остальные монтеры пути подтягивают клеммные болты.
§ 58. Одиночная смена рельсовых скреплений
Смена накладок.
Место работ по смене накладок ограждается сигналами остановки. Работой руководит бригадир пути.
После снятия дефектных накладок осматривают концы рельсов, особенно под головкой и около болтовых отверстий, предварительно очистив их от грязи и ржавчины. Перед установкой новых накладок их рабочие грани и стыковые болты смазывают.
После установки накладок и сблочивания стыка подбивают стыковые, а при необходимости и предстыковые шпалы, так как новые и неизношенные накладки при хорошо подтянутых болтах несколько выпрямляют концы рельсов, вследствие чего на стыках образуются потайные толчки.
Поезда по месту работ пропускают без ограничения скорости после установки накладок и плотного закрепления их не менее чем двумя болтами на конце каждого рельса, при этом рельсы должны быть пришиты к каждой шпале не менее чем двумя костылями.
Для нормальной работы стыка после смены накладок повторно подкрепляют болты в день смены, через 1—2 дня и через 4—5 дней.
Работу по смене накладок выполняет группа в составе двух монтеров пути в следующем порядке.
В подготовительный период один монтер пути зачищает заусенцы на стыковых шпалах, расшивает третьи основные костыли внутри колеи, антисептирует места зачистки и костыльные отверстия, устанавливает в них пластинки-закрепители и опробует остальные костыли; другой монтер пути развинчивает поочередно по одному болту и ставит на них по дополнительной шайбе.
В основной период после ограждения места работ сигналами остановки первый монтер пути расшивает костыли на стыковых шпалах, антисептирует костыльные отверстия, ставит пластинки-закрепители; второй монтер пути разболчивает стык, отгибает приварной соединитель и снимает накладки; ему помогает первый монтер пути. Если стыковой соединитель штепсельного типа находится снаружи накладок, то его снимают. Затем оба монтера пути, сняв старые накладки, очищают концы рельсов, осматривают их и устанавливают новые накладки. После установки подкладок второй монтер пути смазывает болты, вставляет их в отверстия, надевает пружинные шайбы и слегка навертывает гайки; первый монтер пути гаечным ключом завинчивает гайки до отказа. В первую очередь устанавливают средние, затем остальные болты. После этого первый монтер пути пришивает рельс двумя основными костылями на каждой стыковой шпале, проверяя при этом ширину колеи по шаблону.
В заключительный период забивают третьи основные костыли, ставят остальные болты и проверяют закрепление всех болтов в стыке.
Смена болтов.
Место работ по одиночной смене болтов ограждают сигнальным знаком «С».
Работу выполняет один монтер пути, при этом одновременно снимается только один болт.
Новые болты перед установкой смазывают смесью мазута с графитом.
Работа по смене болтов состоит из следующих операций: отвинчивание гайки и снятие старого болта, снятие гайки с нового болта и смазка его, установка нового болта, постановка шайбы и завинчивание гайки, подкрепление соседних болтов.
Завертывание и отвертывание гаек болтов ключом производят на себя. Ключ должен быть исправный и нормальной длины.
Смена изоляционных деталей в изолирующих стыках.
Фибровые и пластмассовые детали в изолирующем стыке с объемлющими накладками заменяют комплексно, за исключением втулок.
Место работ ограждают сигналами остановки с выдачей предупреждения на поезда. Работой руководит бригадир пути.
Работы выполняются в составе двух монтеров пути в такой последовательности.
В подготовительный период первый монтер пути при необходимости зачищает заусенцы на шпалах, расшивает третьи основные костыли внутри колеи, антисептирует места зачистки и костыльные отверстия и устанавливает в них пластинки-закрепители, после чего опробует другие костыли на стыковых шпалах; второй монтер пути снимает 2-й и 5-й болты при шестидырных накладках и опробует гайки остальных болтов.
После ограждения места работ сигналами остановки первый монтер пути расшивает костыли, антисептирует костыльные отверстия и устанавливает в них пластинки-закрепители, наддергивает на 2—3 см костыли на смежных концах шпал, а затем устанавливает в стыковом шпальном ящике домкрат, вывешивает стык, сдвигает подкладки в шпальные ящики и снимает домкрат.
Второй монтер пути снимает болты, металлические стопорные и изоляционные планки и удаляет изоляционные втулки из отверстий накладок. После этого оба монтера пути снимают стыковые накладки, заменяют изоляционные прокладки новыми и устанавливают накладки на место.
Затем первый монтер пути вставляет в отверстие первой накладки втулки, надевает на болт изоляционную и металлическую стопорную планки и ставит его в среднее отверстие накладки; второй монтер пути со стороны второй накладки устанавливает втулки, надевает на конец болта изоляционную и металлическую стопорную планки, а также пружинную шайбу и завинчивает гайку.
Установив и закрепив два средних болта, монтеры пути вывешивают стык домкратом, надвигают на место подкладки и снимают домкрат. Затем первый монтер пути зашивает стык по шаблону, забивая по два костыля на каждом конце шпалы, и добивает наддернутые костыли на смежных концах шпал. Второй монтер пути ставит в стыке два крайних болта.
После окончания этих работ проверяют стык по шаблону и снимают сигналы остановки.
В заключительный период монтеры пути ставят и сболчивают недостающие 2-й и 5-й болты, забивают третьи основные костыли и подбивают стыковые и предстыковые шпалы.
§ 59. Исправление подуклонки рельсов
Исправление подуклонки рельсов с заменой или без замены подкладок с расшивкой одновременно не более трех концов шпал подряд производится под руководством бригадира пути. Место работ ограждают сигналами уменьшения скорости.
Места исправления подуклонки выявляют накануне работ измерением подуклонки шаблоном ЦУП-2 или специальными шаблонами.
Для того чтобы исправлять подуклонку рельсов, требуется правильно затесать поверхность шпалы под подкладкой, сделав ее параллельной поверхности самой шпалы.
Зарубают шпалы при исправлении подуклонки рельсов двумя способами: со сдвигом шпал поперек пути и без сдвига шпал, но с вывеской расшитой рельсовой нити.
Второй способ применяют тогда, когда требуется незначительная затеска шпал при щебеночном или замерзшем другом балласте.
Исправление подуклонки рельсов со сдвигом шпал поперек пути выполняют следующим образом. Первый монтер пути отрывает шпалу с боков и с торца, а второй монтер пути расшивает ее и выбивает обе подкладки. Вдвоем они выдвигают шпалу в сторону обочины так, чтобы удобно было ее затесать. Затем один монтер пути производит зарубку шпалы, а другой проверяет подуклонку шаблоном. Если плоскость шаблона всеми точками совпадет с затесанным местом, то зарубка сделана правильно, в противном случае дополнительно подтесывают шпалу. Этот же монтер пути антисептирует костыльные отверстия и зачищенные места. После этого оба монтера пути передвигают шпалу на место, укладывают на нее подкладки, ставят в костыльные отверстия пластинки-закрепители, пришивают рельсы с проверкой колеи по шаблону, подбивают шпалы и засыпают шпальные ящики балластом с его трамбованием.
При исправлении подуклонки рельсов без смещения шпал сначала выдергивают костыли, а на смежных шпалах только наддергивают, затем рельс над расшитой шпалой вывешивают домкратом на высоту 2—3 см, снимают подкладку, затесывают шпалу под вывешенным рельсом, место затески и костыльные отверстия антисептируют.
Далее укладывают на место подкладку, вставляют в костыльные отверстия пластинки-закрепители, пришивают рельс, не добивая костыли до конца, и переходят к следующей шпале.
Основные положения. При поперечных изломах рельсовой плети или при обнаружении в ней дефекта, требующего вырезки по классификации дефектности рельсов НТД/ЦП-1-93, восстановление плети производят в три этапа, соответствующих:
краткосрочному восстановлению (на период до 4 ч), при котором в месте дефекта устанавливают шестидырные накладки со струбцинами (рис. 3.4) и пропускают поезда со скоростью: 40 км/ч - при зазоре в месте излома до 25 мм; 25 км/ч - при зазоре 26-40 мм с постоянным наблюдением за состоянием рельсов в месте излома;
временному восстановлению (до 6 мес.);
окончательному восстановлению (при переводе плети на постоянный режим работы).
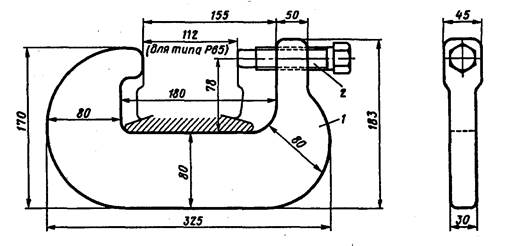 |
| Рис. 3.4. Стыковая струбцина: 1 - скоба струбцины; 2 - зажимной винт |
Разница по высоте и по внутренней грани головки уложенного рельса и плети не должна быть более1 мм; большую разницу устраняют: по высоте - установкой переходных накладок; по горизонтали - шлифовкой боковой грани головки рельса в месте ступеньки.
Перед вырезкой места излома (дефекта) плети тщательно (20-метровой стальной рулеткой) измеряют длину рельса, подлежащего укладке в путь, и соответственно ей устанавливают и фиксируют на головке плети места пропила, если в месте излома имеется зазор. При отсутствии зазора прежде чем выпиливать место излома необходимо на протяжении 20-25 м с обеих сторон от излома закрепить клеммные и закладные болты, затем в месте излома автогеном вырезать кусок рельса длиной 10-15 см с целью снятия внутренних сжимающих усилий в плети для возможности свободного ее обрезания рельсорезным станком. После этого выпиливают и сдвигают в сторону отрезок рельсовой плети в месте дефекта длиной на 4-5мм больше длины подготовленного к укладке рельса с болтовыми отверстиями;
на образовавшихся концах рельсовой плети просверливают отверстия для болтов; в вырезанное место вставляют подготовленный рельс и шестидырными накладками скрепляют с плетью. При этом рекомендуется устанавливать высокопрочные болты с усиленной затяжкой гаек (1000 Н*м).
Полное восстановление изломанной рельсовой плети сваркой с применением рельсосварочной машины ПРСМ. Сварка изломанной рельсовой плети производится в пути рельсосварочной машиной ПРСМ контактным способом.
Работы по сварке плети включают в себя следующие технологические операции:
удаление подкладок на шпалах и частичную вырезку балласта в шпальном ящике, где должна размещаться сварочная головка машины ПРСМ;
вырезание части плети в месте нахождения временно уложенного рельса (вместе с ним); при этом длина вырезаемой части l, мм, определяется из выражения:
l = lвр + 750 + 750,
где lвр - длина уложенного рельса, мм; 750 - длина обрезаемых концов плети, мм;
зачистка обрезанных концов рельсов абразивным инструментом (до металлического блеска);
снятие и ослабление клемм на участке выгибания (или перемещения) плети;
выгибание (или продольное перемещение) плети;
замену вырезанной части рельсовой нити на рельс без болтовых отверстий;
вваривание рельса в плеть;
выравнивание температурных напряжений в рельсовых плетях по обеим рельсовым нитям.
Ввариваемый в плеть рельс без болтовых отверстий должен иметь длину на 80мм больше вырезаемой части и не должен отличаться от плети по высоте и боковому износу головки более допускаемой величины, установленной Инструкцией по текущему содержанию пути. Кроме того, он должен удовлетворять требованиям, предъявляемым к сварке рельсов по условиям термической обработки рельсового металла и иметь наработку тоннажа не выше чем восстанавливаемая плеть.

Технология вварки в плеть рельса может быть двух видов: с частичным раскреплением плети и ее изгибом; с полным раскреплением короткой части плети и ее перемещением.
При вварке рельса с изгибом плети (рис. 3.5) на участке БВ длиной 5 м гайки отвертывают на несколько оборотов, а на участках ЕА и ГД длиной по 50 м клеммные болты, наоборот, закрепляют, чтобы исключить перемещение плети. На участке ВГ длиной 40 м клеммы снимают. Раскрепленную часть плети поднимают над ребордами подкладок и изгибают в горизонтальной плоскости: на прямых участках - в сторону оси пути, а на кривых - в наружную сторону кривой. Изгиб плети заканчивают, когда ее торец совпадает с торцом рельсовой вставки. В процессе сварки изогнутая часть плети постепенно выпрямляется под действием продольного усилия, создаваемого сварочной машиной. При этом по окончании сварки плеть должна оставаться изогнутой; стрела остаточного изгиба, измеряемая в месте наибольшего удаления внутреннего края подошвы изогнутой плети от края реборды подкладки, должна оставаться в пределах 15-30 см; в противном случае сварной стык должен быть забракован и вырезан из плети.
 |
| Рис. 3.5. Схема изгиба рельсовой плети: АБ- вставка; БВ - участок ослабления на три-четыре оборота клеммных болтов; ВГ- участок изгиба плети |
После остывания замыкающего стыка (через 2-3 мин после окончания сварки) оставшуюся изогнутой часть плети выпрямляют приложением поперечного усилия. Постановку клемм и закручивание гаек производят в направлении от замыкающего сварного стыка.
Сдвиг плети на участке ВГ при ее изгибе перед сваркой и при выправлении после сварки должен производиться по металлическим скользунам, равномерно распределенным на участке изгиба; должно быть обеспечено свободное, без большого трения поперечное перемещение плети по ним. Сварные стыки должны быть обозначены несмываемой белой краской на внутренней стороне рельса двумя парами вертикальных полос и взяты на учет в дистанции пути.
Вварка в плеть рельса должна производиться при температуре плети, отличающейся от температуры закрепления не более чем на 5 °С. Если это условие не выполнено, то необходимо перезакрепить плеть при наступлении этой температуры. Вваривают вставки, как правило, при положительных температурах; допускается вварка при температуре не ниже -10 °С.
Работой по окончательному восстановлению плети, лежащей на главном пути, руководит старший дорожный мастер, а на станционном пути - дорожный мастер.
При вварке вставки без изгиба плети перед укладкой в путь рельса без болтовых отверстий (вместо вырезанной дефектной части плети) со стороны короткой части плети в уравнительном пролете заменяют рельс на укороченный; на участке между дефектным местом и уравнительным пролетом ослабляют на три-четыре оборота клеммные болты; с помощью гидравлического натяжного устройства передвигают короткую часть плети в сторону уравнительного пролета на величину, позволяющую уложить в путь подготовленный рельс без болтовых отверстий, имеющий большую длину (с учетом ее уменьшения при сварке) по сравнению с вырезанной дефектной частью плети; после укладки этого рельса в путь производят сварку плети с уложенным рельсом в стыке со стороны длинной части плети. Затем с помощью гидравлического натяжного устройства перемещают короткий конец плети в сторону второго стыка сварки с целью создания необходимого усилия прижатия свариваемых концов рельсов.
Для обеспечения электрического контакта с губками рельсосварочной машины стыкуемые поверхности на концах рельсов должны быть предварительно зачищены до металлического блеска. После сварки грат и выдавленный металл удаляют обрубкой в горячем состоянии по всему периметру сварных стыков и места обрубки шлифуют.
Неровности на поверхности катания в месте сварки рельса не должны превышать 0,3мм на длине 1 м.
Продвижение машины ПРСМ через неостывший сварной стык, имеющий цвет каления, допускается при условии наложения на него специального металлического мостика.
После окончания сварки второго стыка, укороченный рельс в уравнительном пролете заменяют на нормальный.
l Излом накладок, срез и выпадение болтов из болтовых отверстий полностью с одной стороны.
l Излом рельсов.
l Загромождение пути развалившимся грузом, падение деревьев и т.п.
l Деформация ферм металлических пролетных строений мостов.
l Размыв земляного полотна, балластногослоя.
l Уширение колеи - более 1548 мм.
l Сужение колеи - менее 1512 мм.
l Выход из реборд подошвы рельса на 5-ти шпалах или брусьях подряд.
l Вертикальные или горизонтальные ступеньки более 5-ти мм.
l Разрыв рельсовых стыков более 35 мм.
Неисправности пути, требующие ограничения скорости:
l Резкие просадки, углы в плане, боковые и вертикальные толчки, ступеньки вертикальные и горизонтальные более 1 до 5 мм – скорость не более 25 км/ч.
l Выход рельсов из реборд подкладок на 3-х шпалах, брусьях подряд с наружной стороны – скорость на прямых участках пути не более 60 км/ч, в кривых – не более 25 км/ч.
l Кусты негодных шпал, переводных брусьев при рельсах Р50 – 4 шпалы в кусте, Р65, Р75 – 5 шпал в кусте, скорость не более 25 км/ч; если большее количество негодных шпал в кусте – движение закрывается.
l Зазор в стыках от 30 до 35 мм – скорость не более 25 км/ч.
Пропуск поездов по остро дефектным рельсам (Приказ 1/Н-2009)
По остро дефектным рельсам с трещинами без полного излома возможен не более 15 км/ч, в необходимом случае с проводником.
По рельсам с поперечным изломом или выколом части головки без специальных мер пропуск не допускается.
Если поезд остановлен у лопнувшего рельса (полный отказ), по которому согласно заключениям бригадира пути или машиниста, возможно пропустить поезд, то по нему разрешается пропустить только один первый поезд со скоростью не более 5 км/ч.
По лопнувшему рельсу в пределах моста или тоннеля пропуск поездов во всех случаях запрещается.
При поперечном изломе или трещине рельсовой плети бесстыкового пути, если образовавшийся зазор меньше 25 мм, до вырезки дефектного места, допускается, концы плети соединить накладками, сжатыми струбцинами (утвержденного МПС типа). В этом случае поезда в течение 3-х часов могут пропускаться со скоростью не более 25 км/ч под непрерывным наблюдением работника, по должности не ниже бригадира пути.
Действия локомотивной бригады при сходе подвижного состава (2817р, п. 2.9)
2.9. Порядок действий при выявлении схода подвижного состава.
При выявлении схода подвижного состава помощник машиниста обязан немедленно произвести закрепление хвостовой части поезда, согласно нормам закрепления, ограждение места схода, согласно нормам ограждения и доложить машинисту поезда.
Машинист поезда, получив информацию о сходе подвижного состава, обязан:
- включить красные огни буферных фонарей;
- обеспечить установленным порядком ограждение поезда;
- доложить ДНЦ (ДСП, ограничивающих перегон);
- после личного осмотра места схода передать ДНЦ (ДСП, ограничивающих перегон) следующую информацию:
имеются ли человеческие жертвы;
наличие габарита по соседнему пути;
точно указать на каком километре и пикете произошел сход, характер местности, имеются ли подъезды к железнодорожному полотну;
сколько единиц подвижного состава сошло с рельсов (есть ли сход локомотива);
4.1. Поостродефектным рельсам с трещинами без полного излома возможен пропуск отдельных поездов со скоростью движения не более 15 км/час, в необходимых случаях с проводником.
4.2. По рельсам типа Р-75, Р-65 с внутренними трещинами, не выходящими на поверхность и не пересекающими вертикальную ось симметрии рельса, разрешается пропуск поездов со скоростью не более 25 км/час.
4.3. По рельсам с поперечным изломом или выколом части головки без специальных мер пропуск поездов не допускается.
4.4. Если поезд остановлен у лопнувшего рельса (полный отказ), по которому согласно заключению бригадира пути, а при его отсутствии -машиниста, возможно пропустить поезд, то по нему разрешается пропустить только один первый поезд со скоростью не более 5 км/час.
4.5. По лопнувшему рельсу в пределах моста или тоннеля пропуск поездов во всех случаях запрещается.
4.6. При поперечном изломе или трещине рельсовой плети бесстыкового пути, если образовавшийся зазор меньше 25 мм, до вырезки дефектного места допускается концы плети соединить накладками, сжатыми струбцинами (утвержденного МПС типа). В этом случае поезда в течение трех часов могут пропускаться по дефектной плети со скоростью не более 25 км/час. Такой стык находится под непрерывным наблюдением специально выделенного работника, по должности не ниже бригадира пути.
4.7. Порядок пропуска поездов в каждом отдельном случае устанавливает работник дистанции пути по должности не ниже бригадира пути.
4.8. При обнаружении остродефектного рельса работник дистанции пути в течении 30 мин. обязан выдать поездному диспетчеру предупреждение об ограничении скорости движения поездов и выставить ограждение опасного места.
4.9. Поездной диспетчер при предъявлении полной готовности работниками дистанции пути к замене остродефектного рельса обязан немедленно предоставить «окно» на замену остродефектного рельса.
2.1. Ремонт сооружений и устройств должен производиться при обеспечении безопасности движения и техники безопасности, как правило, без нарушения графика движения поездов.
2.2.1. Рельсы должны быть пришиты на каждом конце шпалы (бруса) не менее чем на два основных костыля. При скорости пропуска поездов 80 км/ч и более рельсы в кривых радиусом 1200 м и менее должны быть зашиты на три основных костыля.
При скоростях пропуска поездов 25 км/ч и менее допускается в прямых и кривых радиусом более 1200 м расшивать (зашивать) путь через шпалу.
а) При скорости пропуска поездов до 25 км/ч включительно - закрепление клеммных и закладных болтов на каждой 6-й шпале.
б) При скорости пропуска поездов от 26 до 60 км/ч включительно - закрепление клеммных и закладных болтов на каждой 3-й шпале.
При бесподкладочных скреплениях типа ЖБ (ЖБР) или другие клеммы должны быть поставлены на всех шпалах.
при скоростях пропуска поездов до 60 км/ч включительно - клеммы должны быть закреплены на каждой четвертой шпале, на остальных шпалах - развернуты на 90°;
В период подготовительных и заключительных работ при сплошной смене рельсов и рельсовых плетей бесстыкового пути остальные клеммы и клеммные болты при раздельном скреплении в приведенных выше условиях могут не устанавливаться. Допускается при разрядке температурных напряжений сплошное ослабление гаек клеммных болтов раздельного скрепления на 3-4 оборота, для свободного изменения длины плетей, при скорости пропуска поездов не более 25 км/ч; рельсовые стыки перед пропуском поезда должны иметь не менее чем по два затянутых болта на каждом конце рельса. При разгонке зазоров и разрядке температурных напряжений в плетях бесстыкового пути рельсовый стык, в зазор которого временно на период производства работ установлен рельсовый вкладыш, должен быть соединен накладками и закреплен с одного конца рельса полным количеством путевых болтов, но не менее чем двумя, а с другого конца рельса - двумя болтами, один из которых должен проходить через вкладыш.
Для соединения стыков с вкладышами разрешается применять инвентарные накладки с увеличенными болтовыми отверстиями или стандартные накладки с четырьмя струбцинами. Вкладыш во всех случаях должен быть закреплен болтом. Вкладыши, инвентарные накладки и струбцины должны быть утвержденных типов. Скорость пропуска поездов по стыкам, в которых установлены вкладыши, не должна превышать 25 км/ч при рельсах Р50 и тяжелее и 15 км/ч при рельсах легче Р50.
Для соединения рельсов без болтовых отверстий (при ликвидации разрывов рельсовых плетей и изломов рельсов для временного пропуска поездов) разрешается применять типовые накладки, также стягиваемые четырьмя струбцинами.
2.2.2. Все шпалы и переводные брусья должны быть уложены на свои места и подбиты. Для пропуска поезда со скоростью до 60 км/ч допускается подбивка шпал только под рельсами.
Мостовые брусья должны быть прикреплены к балкам пролетных строений лапчатыми болтами, а безбалластные железобетонные плиты - полным количеством шпилек.
При пропуске поездов со скоростью до 25 км/ч допускается прикреплять лапчатыми болтами каждый четвертый брус, а безбалластные железобетонные плиты - не менее чем четырьмя шпильками, расположенными не реже, чем через 1 м.
Разрешается при производстве работ пропуск поездов со скоростью до 40 км/ч при снятых контруголках (контррельсах). При этом лапчатые болты должны быть установлены на каждом втором брусе, а безбалластные железобетонные плиты закреплены полностью.
Шпальные ящики должны быть заполнены балластом не менее, чем на 2/3 толщины шпалы. Допускается оставлять незасыпанными не более двух подряд шпальных ящиков при условии, что между такими ящиками будет не менее 10 ящиков, заполненных балластом.
После окончания основных работ в "окно" и при скорости пропуска поездов до 60 км/ч допускается на железобетонных и деревянных шпалах оставлять шпальные ящики не заполненными балластом внутри колеи при условии, что на бесстыковом пути ширина плеча балластной призмы обеспечивается не менее 25 см, а на звеньевом пути - не менее 20 см.
В период подготовительных работ, на звеньевом пути, балласт может быть удален из шпальных ящиков по концам шпал и за их торцами. При этом скорости пропуска поездов не должны превышать: 40 км/ч при рельсах Р50 и тяжелее в прямых и в кривых радиусом 1200 м и более, 25 км/ч во всех остальных случаях.
Непосредственно перед предоставлением "окна" для подготовки мест зарядки машин допускается вырезка балласта ниже подошвы шпал с подведением под них в подрельсовых сечениях лежней (шпал). Скорость пропуска поездов по таким местам устанавливается не более 25 км/ч.
2.2.4. Крутизна отводов по обеим рельсовым нитям при подъемке и понижении пути должна быть плавная и не превышать 1% при скорости движения поездов более 100 до 120 км/ч, 2% - более 80 до 100 км/ч, 3% - более 60 до 80 км/ч, 4% - более 40 до 60 км/ч и 5% - не более 40 км/ч. Крутизна отвода более 5% не допускается.
При отводе возвышения по одной рельсовой нити на переходных кривых крутизна отвода не должна превышать:
2.2.5. Железнодорожный путь должен быть отрихтован и выправлен. Скорости пропуска поездов после работ, связанных с очисткой балластного слоя, подрезкой или подъемкой пути устанавливаются по таблице 2.1.
Читайте также: