
На перегоне запланирована работа по окончательному восстановлению плети сваркой прсм каскор
Обновлено: 04.05.2024
Фронт работ: 60 м. Продолжительность работы -1ч. 10 мин.
3.3.1. Организация работ.
Работы по временному восстановлению рельсовой плети выполняются под руководством дорожного мастера, бригадой монтеров пути из пяти чел. (в состав бригады входит неосвобожденный бригадир пути) и двух сигналистов.
Работы выполняются с ограждением места работ сигналами остановки.
Подготовительные работы.
На производственной базе заготавливается временный рельс с болтовыми отверстиями под 6-ти дырные накладки и грузится на платформу мотовоза.
Готовятся к работе рельсорезный и рельсосверлильный станки, подносят накладки и стыковые болты. Временный рельс доставляется на место работ мотовозом одновременно со станками и электроагрегатом.
Основные работы, выполняемые в
По указанию дорожного мастера 2 монтера пути (№1-2) производят вырезку куска рельса с дефектом, на концах плети просверливают болтовые отверстия. При необходимости пропуска поезда во время распиловки рель-
сорезный станок снимается, на место пропила устанавливаются 6-ти дырные накладки и стягиваются струбцинами. Скорость пропуска поезда - 25 км/ч.
3 монтера пути (№3-5) торцовыми ключами отвинчивают закладные болты между двумя пропилами, сдвигают пружинные клеммы в монтажное положение и меняют выпиленный кусок с дефектом на временный рельс устанавливают 6-ти дырные накладки и сболчивают стыки.
После установки накладок, проверки пути по шаблону поезда пропускаются с установленной скоростью.
Мотовоз МПТ убирает с места работ вырезанную рельсовую рубку.
3.3.2. Перечень необходимых механизмов и путевого инструмента.
1. Мотовоз МПТ, шт. 1
2. Рельсорезный станок, шт. 1
3. Рельсосверлильный станок, шт. 1
4. Электроагрегат АБ-4, шт. 1
5. Ключ гаечный, шт. 2
6. Ключ торцовый, шт. 5
7. Ключ динамометрический, шт. . 1
8. Рулетка мерная, шт. 3
10. Термометр рельсовый, шт. 1
11. Шаблон ЦУП, шт. 1
12. Аппаратура радиосвязи, компл. 1
3.3.3. При температуре рельсовой плети превышающей температуру ее закрепления, временное восстановление производят на закрытом для дви-
 |
жения перегоне (в «окно») или в технологическое время, предусмотренное в графике движения поездов.
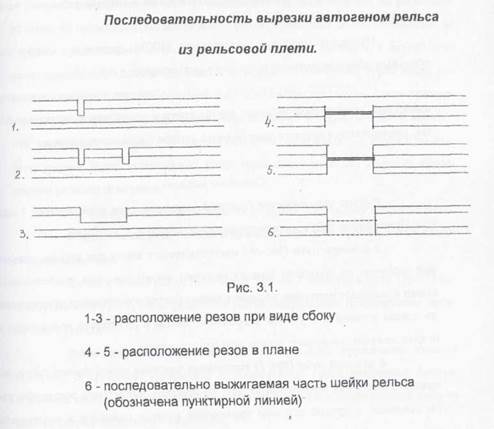
При такой температуре плети в ней действуют сжимающие силы, затрудняющие резание. В таких случаях рекомендуется сначала вырезать газовым резаком кусок рельса длиной 10-20 см в месте дефекта, а затем рельсо-резным станком обрезать концы плетей на требуемых расстояниях. Чтобы вырезаемый кусок рельса не зажимало при удлинении концов плетей и для обеспечения безопасности работающих, можно его вырезать постепенно. Порядок действий при постепенной вырезке показан на рис.3.1. Вначале по концам вырезаемого куска прорезают всю головку и шейку до половины высоты, затем часть рельса, находящуюся между двумя вертикальными прорезями, удаляют горизонтальным резом, после чего на той же длине 10-20 см вырезают две части подошвы но обе стороны шейки. Оставшуюся часть шейки постепенно выжигают посредством вертикальных перемещений резака до образования свободного зазора.
3.4. Окончательное восстановление рельсовой плети сваркой при tp = tзакр. ±_5°. Фронт работ - 55 м Продолжительность «окна» - 1 ч.50 мин.
3.4.1. Особые условия работ.
Для сварки рельсовой плети используется передвижная рельсосва-рочная машина ПРСМ с подвесной головкой К-355 А-1 или К-900.

На месте работ сварочная головка должна располагаться в сторону 1-го свариваемого стыка.
3.4.2. Организация работ.
Работы по окончательному восстановлению рельсовой плети сваркой подразделяются на подготовительные и основные и выполняются в следующей последовательности.
Подготовительные работы.
Подготовительные работы выполняются на производственной базе, рельсосварочном предприятии и на перегоне.
На производственной базе производится заготовка рельсовой вставки и погрузка ее на платформу мотовоза.
На рельсосварочном предприятии ПРСМ производит сварку контрольных образцов рельсовых стыков в соответствии с п.3.1.12.
На перегоне выгружаются и устанавливаются полушпалки с металлическими скользунами на месте изгиба плети и опробуются закладные болты, откапываются ящики в зоне сварных стыков и сдвигаются шпалы.
Основные работы.
Работы выполняются бригадой монтеров пути в количестве 7 чел. (см. Приложение №2) в «окно» продолжительностью 1 ч. 50 мин.
3 монтера пути (№1-№) подготавливают места для работы свароч
ной машины: на стыковых шпалах снимают закладные узлы, разболчивают стыки и снимают накладки, обрезают концы плетей с болтовыми отверстиями
до длины вставки и с учетом укорочения длины в результате оплавления и
осадки металла, зачищают концы рельсов под сварку.
4 монтера пути (№4-7) торцовыми ключами отвинчивают гайки за
кладных болтов на временном рельсе: со стороны выкантовки закладные уз
лы снимают, с другой стороны пружинные клеммы сдвигают в монтажное
положение.
7 монтеров пути (№1-7) меняют временный рельс на рельсовую вставку; пружинные клеммы сдвигают в проектное положение, устанавливают закладные узлы и наживляют гайки закладных болтов.
Сварочная головка ПРСМ устанавливается на первый стык и производится сварка стыка. После снятия грата и термообработки стык шлифуется по всему периметру грубой обработкой, а затем чистовой обработкой шлифуется поверхность катания головки рельса станком СЧР.
Дефектоскопист ультразвуковым аппаратом проверяет качество сварки. Прямолинейность рельса в месте сварки проверяется линейкой длиной 1 м (кривизна более 0,3 мм не допускается).
7 монтеров пути (№1-7) закрепляют закладные болты на рельсовой вставке, на примыкающем конце плети (45 м) закладные болты ослабляют: со стороны предстоящего изгиба плети закладные узлы снимают, с другой стороны пружинные клеммы сдвигают в монтажное положение, торец плети отводят в сторону, образуя забег стыков; освобожденную часть плети приподнимают и по металлическим скользунам изгибают в горизонтальной плоскости: на прямых участках - в сторону оси пути, на кривых - в наружную сторону кривой. Изгиб заканчивают, когда торец плети совпадет с торцом приваренной рельсовой вставки.
ПРСМ продвигается по вставке и производит сварку второго стыка. Обработка сварного стыка и проверка качества производится аналогичным способом.
После 2-3 мин после окончания сварки 7 монтеров пути (№1-7) оставшуюся изогнутую часть рельсовой плети выпрямляют приложением поперечного усилия.
Закладные узлы устанавливаются на место, пружинные клеммы
сдвигают в проектное положение и завинчивают гайки закладных болтов,
стыковые шпалы восстанавливают, шпальные ящики в подрельсовой зоне на
местах сварки засыпаются балластом.
После проверки состояния пути, контроля усилия затяжки болтов динамометрическим ключом, устранения выявленных неисправностей участок работ открывается: для первых одного-двух поездов со скоростью не более 25 км/ч, последующих - определяет руководитель работ.
На этом окончательное восстановление рельсовой плети заканчивается.
3.4.3. Производственный состав.
Работы по окончательному восстановлению рельсовой плети сваркой выполняются бригадой монтеров пути в количестве 7 чел.
Командный и обслуживающий персонал состоит из 4 чел., в т.ч.
Дорожный мастер (руководитель работ). 1 чел.
Бригадир пути (неосвобожденный входит в
число монтеров пути) 1 чел.
Сигналист 2 чел.
дефектоскопией 1 чел.
Машинисты путевых машин всего 8 чел., в т.ч.:
Бригада ПРСМ 6 чел.
Мотовоза МПТ 2 чел.
Всего занято в работе 19 чел.
3.4.4. Перечень необходимых механизмов и путевого инструмента.
1. Рельсосварочная машина ПРСМ, шт. 1
2. Мотовоз МПТ, шт. 1
3. Электроагрегат АБ-4, шт. 1
4. Рельсошлифовальный станок (для обработки 1
сварного стыка), шт.
5. Рельсошлифовальный станок СЧР (для чисто- 1
вой обработки сварного стыка), шт.
6. Рельсорезный станок, шт. 1
7. Ключ гаечный, шт. 3
8. Ключ торцовый, шт. 7
9. Ключ динамометрический, шт. 1
10. Вилы щебеночные, шт. 3
11. Лом остроконечный, шт. - 7
12. Рулетка мерная, шт. 1
13. Термометр рельсовый, шт. 1
14. Дефектоскоп ультразвуковой, шт. 1
15. Шаблон ЦУП, шт. 1
16. Линейка металлическая, шт. 1
17. Аппаратура радиосвязи, комгш. 1
3.5. Ведомость затрат труда по техническим нормам (Технологический процесс №1)
Поделится с коллегами:
На перегоне запланирована работа по окончательному восстановлению плети сваркой ПРСМ. Кто может руководить указанной работой?(КАСКОР)
Ответ на вопрос находится ниже.
| На перегоне запланирована работа по окончательному восстановлению плети сваркой ПРСМ. Кто может руководить указанной работой?(КАСКОР) |
|---|
| 1. Работник по должности не ниже дорожного мастера |
| 2. Работник по должности не ниже заместителя начальника дистанции пути (инфраструктуры) |
| 3. Работник по должности не ниже начальника участка |
100% Правильный ответ выделен зеленым цветом.
Если выделено несколько вариантов, то все они являются правильными.
ДЛЯ ПРОСМОТРА ОТВЕТА НЕОБХОДИМО ЗАРЕГИСТРИРОВАТЬСЯ НА САЙТЕ ИЛИ ВОЙТИ НА САЙТ ПОВТОРНО !

Если вдруг найдете неправильный ответ - напишите об этом в комментариях, обязательно исправим!
Наш онлайн-проект "ПроКонспект" является Вашим индивидуальным интернет-помощником.
При выполнении работ по сварке рельсовых плетей, лежащих в пути,
необходимо соблюдать требования, изложенные в п. 7.1.1.
Рельсовые вставки расчетной длины свариваются в рельсосварочном
предприятии в количестве четырех штук и в соответствии с требованиями,
изложенными в п. 7.1.11.
Рельсовые вставки доставляются к месту работ мотовозом МПТ,
оборудованным специальной траверсой в сцепе 4-х осной платформой и
выгружаются на обочину.
Замена уравнительных рельсов на рельсовые вставки производится с
использованием портальных кранов.
Рельсы уравнительного пролета снимаются с пути со сболченными
накладками и укладываются внутрь колеи, после укладки в путь рельсовых
вставок снятые уравнительные рельсы перекладываются на обочину.
До начала "окна" выполняется подготовка мест для работы сварочной головки машины ПРСМ: балласт в стыковых шпальных ящиках, вырезается.
5.6. Производственный состав
Работы по ликвидации уравнительного пролета со сваркой рельсовых плетей на длину блок-участка выполняются колонкой путевой машинной станции. В состав колонны входят две бригады монтеров пути численностью 22 чел., в том числе:
бригада № 1 -11 чел. бригада №2-11 чел.
Командный и обслуживающий персонал состоит из 8 чел., в том числе:
производитель (руководитель работ) -1 чел.
дорожный мастер -1 чел.
бригадир пути (неосвобожденные бригадиры входят в состав монтеров пути) телефонист сигналист дефектоскопист
Машинисты путевых машин в количестве 8 чел., в том числе:
машины ПРСМ - 6 чел.
в том числе: машинист -1 чел.
шлифовщик - 2 чел.
мотовоза МПТ - 2 чел.
* Для контроля за качеством сварных стыков в день "окна" дистанция пути выделяет дефектоскописта с дефектоскопным аппаратом, который работает с бригадой ПРСМ.
5.7. Организация работ
Работы по сварке рельсовых плетей, лежащих в пути подразделяются на подготовительные и основные.
5.7.1 Подготовительные работы
Работы выполняются на производственной базе, в рельсосварочном предприятии и на перегоне.
На производственной базе производится распиловка деревянных шпал на полушпалки, и погрузка их вместе с ползунами на платформу мотовоза. Рельсовые вставки требуемой длины заготавливаются на рельсосварочном предприятии и отгружаются на платформу мотовоза в сцепе с 4-х осной платформой, доставляют на перегон и выгружают на обочину.
На перегоне в пределах уравнительных пролетов и на плетях в местах последующего изгиба скрепления очищают от грязи, клеммные болты смазывают и опробуют. Полушпалки с металлическими ползунами выгружают и укладывают на месте работ. Концы рельсовых плетей, примыкающие к уравнительным пролетам на протяжении 12,5 м закрепляют.
Рельсосварочная машина ПРСМ производит сварку контрольных образцов рельсовых стыков для определения фактического укорочения рельсов в результате оплавления и осадки металла при сварке. Эти работы на графике не отражены.
Затраты труда на изготовление, транспортировку рельсовых вставок в ведомости затрат труда не учитываются.
5.7.2. Основные работы
Работы выполняются на закрытом для движения поездов перегоне в "окно" продолжительностью 4,0 часа.
После проследования последнего графикового поезда и оформления закрытия перегона установленным порядком к первому уравнительному пролету прибывает рельсосварочная машина ПРСМ К-355 А 1 и две бригады монтеров пути с портальными кранами. 11 монтеров пути (бр. №2) торцовыми ключами откручивают гайки и снимают клеммные болты на уравнительных рельсах и на 45 м рельсовых плетей, оставляя прикрепленными по 8 болтов на каждом звене, разболчивают стыковые болты и снимают накладки. 3 монтера пути (бр. №1) рельсорезным станком производят обрезку концов плетей с болтовыми отверстиями на расстоянии не менее 0,6 м от торцов и зачищают контактные поверхности до металлического блеска рельсошлифовальным станком. 3 монтера пути (бр. №2) подготавливают места для работы сварочной головки: вырезают балласт из шпальных ящиков, снимают клеммные и закладные болты на стыковых шпалах и убирают подкладки. 8 монтеров пути (бр. №1) с помощью портальных кранов снимают с пути рельсы уравнительного пролета и укладывают их внутрь колеи.
Конец рельсовой плети, примыкающей к заднему концу вставки, выводится из подкладок и отводится в сторону.
Рельсовые вставки укладываются на подкладки. Передний конец вставки стыкуется с рельсовой плетью вплотную. Задний конец вставки имеет забег относительно плети на расчетную величину.
После укладки рельсовых вставок на подкладки снятые рельсы уравнительного пролета портальными кранами перекладываются на обочину.
3 монтера пути (бр. №2) устанавливают клеммные болты и наживляют гайки на рельсовых вставках.
Сварочная головка машины ПРСМ поочередно устанавливается в стыки правой и левой нити и производит сварку стыков. После снятия грата и термообработки сварные стыки обрабатываются вначале грубой шлифовкой по всему периметру, а затем выполняется чистовая обработка поверхностей шлифовальным станком СЧР.
Дефектоскопист ультразвуковым аппаратом проверяет качество сварных стыков.
8 монтеров пути (бр. №1) закрепляют гайки клеммных болтов на рельсовых вставках.
Сварочная машина ПРСМ продвигается по вновь уложенной вставке ко второму стыку.
3 монтера пути (бр. №2) засыпают шпальные ящики балластом, устанавливают на место подкладки, клеммные и закладные болты и закрепляют их торцовыми ключами.
11 монтеров пути (бр. №1) поочередно горизонтально изгибают правую и левую нити плетей на длине 45 м до совмещения торцов рельсов. На первых 5 метрах от торцов устанавливаются клеммные болты в гнезда подкладок и наживляются гайки.

При обнаружении в плети опасного дефекта должны быть немедленно приняты меры по его устранению. Если поперечная трещина занимает более 30% сечения головки или вышла на поверхность рельса, а также если есть поперечный излом с образовавшимся зазором менее 25 мм, концы плетей в месте повреждения соединяют накладками, сжатыми струбцинами. Поезда после этого в течение не более 3 ч пропускают по месту повреждения со скоростью не более 25 км/ч.
Если площадь поперечного сечения трещины менее 30% сечения головки, допускается установка на поврежденное место шестидырных накладок, соединенных с рельсом полным комплектом болтов, с пропуском поездов без ограничения скорости. Ликвидируют дефект при окончательном восстановлении плети сваркой.
Временное восстановление плети производят вырезкой дефектной части и укладкой вместонее рельса длиной 8—11 м. Наименьшее расстояние от дефекта до ближайшего пропила — 1 м, до ближайшего сварного стыка — 2 м. Если возник дефект, при котором пропуск поездов запрещен, расстояние от него до пропила должно быть не менее 3 м. Концы вставляемого рельса соединяют с плетью шестидырными накладками.
Если температура рельсовой плети не превышает температуру закрепления, работы производят без закрытия перегона. При вырезке дефектного куска рельсорезный станок перед проходом поезда снимают, место реза берут в накладки, сжимаемые со стороны вырезанного рельса струбцинами, а со стороны плети — болтом, вставляемым в заранее просверливаемое болтовое отверстие.
Если температура рельсовой плети превышает температуру ее закрепления, работы ведут с закрытием перегона или в технологическое время, предусмотренное в графике движения поездов, с ограждением места работ сигналами остановки. Чтобы режущий орган рельсорезного станка двигался свободно, из плети газокислородным способом вырезают кусок длиной 100—200 мм, а затем станкам обрезают примыкающие концы плети на расстоянии, необходимом для укладки временного рельса с болтовыми отверстиями.
Работы выполняет бригада в составе не менее пяти монтеров пути.
Окончательное восстановление плети с дефектом, взятым в накладки, производят вваркой рельса длиной не менее 6 м. Ввариваемая в плеть вставка должна быть на 1,5— 2,0 м длиннее временного одиночного рельса. Места реза на плетях намечают на расстоянии не менее 3 м от ближайшего сварного стыка.
Окончательно восстанавливают плеть при ее температуре, отличающейся от температуры закрепления не более чем на 5 °С, Если это условие не выполнено, необходимо перезакрепить плеть при наступлении этой температуры или выполнить разрядку обеих плетей при других температурах.
Основные работы по сварке ведут на закрытом перегоне в «окно» продолжительностью 1 ч 10 мин бригадой из 8—10 монтеров пути машиной ПРСМ электроконтактньгм способом.
Предназначенная для вварки вставка без болтовых отверстий должна иметь одинаковые с плетью тип, износ, марку стали, вид термической обработки, разница в пропущенном тоннаже допускается не более 50 млн т брутто.
В подготовительный период скорость движения поездов ограничивают до 25 км/ч. Основные работы начинают после закрытия перегона.
По прибытии машины сваривают первый стык. Одновременно со сваркой плеть изгибают (на прямом участке — внутрь колеи, в кривой — в наружную сторону кривой) до совпадения обрезанного ее конца с торцом рельсовой вставки. При сварке второго стыка изогнутая часть плети должна выпрямляться под действием продольного усилия, создаваемого сварочной машиной, однако к концу процесса не должно быть полного выпрямления плети.

Фронт работ 1700 м. Продолжительность «окна» - 4 часа.
5.1. Общие условия и правила производства работ
Сварка рельсовых плетей на длину блок-участка или перегона
является частью технологического процесса усиленного капитального
ремонта бесстыкового пути.
Работы по укладке и закреплению плетей выполняются в
оптимальном температурном интервале.
При нарушении этого условия применяется принудительный ввод рельсовых плетей в оптимальный интервал по отдельным технологическим процессам.
Сварка рельсовых концов производится передвижной машиной
ПРСМ со сварочной головкой К-355-1А.
Сварка рельсовых стыков производится двумя способами: подтягиванием и с предварительным изгибом.
Рельсовые вставки и рубки с клееболтовыми изостыками
доставляются к месту работ без болтовых отверстий; рельсовые плети с
болтовыми отверстиями.
В подготовительный период рельсосварочной машиной, которой будет производиться сварка плетей, необходимо произвести сварку двух контрольных образцов.
При сварке контрольных образцов определяется фактическое укорочение рельсов на каждый сварной стык в результате оплавления и осадки. Укорочение определяют разницей измерений до и после сварки между рисками, нанесенными на головки двух свариваемых кусков рельсов.
Измерение выполняют линейкой с точностью до 0,5 мм. Уменьшение длины рельсов должно быть занесено сварщиком в сменный рапорт.
Испытывать контрольные образцы допускается в рельсосварочном предприятии в течение срока, не превышающего 1-2 дней. В случае неудовлетворительных результатов испытаний контрольных образцов сварные стыки должны быть забракованы.
Сварные стыки должны соответствовать требованиям, изложенным в Технических указаниях "О восстановлении контактной сваркой лопнувших и дефектных рельсовых плетей бесстыкового пути".
При работе машины ПРСМ сварочные головки К-355-1А должны
быть направлены в сторону привариваемой плети.
Переезд по сварному стыку допускается не ранее, чем через 15 мин.
после окончания сварки.
Для обеспечения доступа сварочной головки к свариваемому стыку
и последующей его обработки балласт из стыковых шпальных ящиков
вырезается, клеммные и закладные болты снимают и убирают подкладки.
Продолжительность "окон" для укладки и сварки плетей в каждом
варианте устанавливается конкретными условиями производства работ,
Рельсовая вставка, заменяющая уравнительный пролет,
изготавливается в рельсосварочном предприятии. Длина вставки должна
соответствовать суммарной величине длины рельсов уравнительного пролета,
величине стыковых зазоров, длине обрезаемых концов под сварку и толщине
металла на осадку и оплавление.
При выполнении работ по данным технологическим процессам
необходимо соблюдать требования Правил технической эксплуатации
железных дорог Российской Федерации, Инструкции по сигнализации на
железных дорогах Российской Федерации, Инструкции по движению поездов и
маневровой работе на железных дорогах Российской Федерации, Инструкции
по обеспечению безопасности движения поездов при производстве путевых
работ, Технических указаний по устройству, укладке и содержанию
бесстыкового пути, Инструктивных материалов по сварочно-наплавочным
работам в путевом хозяйстве части 1-3, Технических условий "Стык изолирующий рельсов типа Р65 с комбинированными металлокомпозитными накладками", Технических условий "Рельсы железнодорожные новые сварные", Правил по охране труда при содержании и ремонте железнодорожного пути и сооружений.
5.2. Способы сварки
При длине привариваемой плети более 120 м сварка производится с предварительным изгибом привариваемой плети.
5.2.1. Сварка с предварительным изгибом привариваемой плети
При сварке с предварительным изгибом (рис. 2, ) раскрепляется только часть плети. На участке ВС длиной 5 м гайки отвертывают на несколько оборотов для облегчения продольного перемещения. На участке СД длиной 40 м клеммы полностью удаляют. Раскрепленную часть плети поднимают над ребордами подкладок и изгибают в горизонтальной плоскости на прямых участках в сторону оси пути, а на кривых — в наружную сторону кривой.
Изгиб плети следует заканчивать, когда торец плети совпадает с торцом приваренной ранее рельсовой вставки.
В процессе сварки изогнутая часть плети выпрямляется под действием продольного усилия, создаваемого сварочной машиной. По окончании сварки плеть не должна занимать исходного положения — стрела остаточного изгиба должна оставаться в пределах 15—30 см. Если остаточная стрела (наибольшее расстояние от внутреннего относительно изгиба плети края подошвы до наиболее удаленной от рельса реборды подкладки) выходит за указанные пределы, сварной стык должен быть забракован и вырезан из плети.
Фактическая остаточная стрела изгиба должна быть записана сварщиком в сменный журнал.
После остывания замыкающего стыка (через 2—3 мин после окончания сварки) оставшуюся изогнутую часть рельсовой плети выпрямляют приложением поперечного усилия. Постановку клемм и закручивание гаек нужно выполнять в направлении от замыкающего сварного стыка.
Сдвиг плети СД при ее изгибе перед сваркой и при выправлении после сварки должен происходить по трем скользунам, равномерно распределенным на участке изгиба; должно быть обеспечено свободное, без большого трения перемещение по ним.
Если сварка выполняется при температуре ниже оптимальной температуры закрепления более чем на 5 °С, то перед сваркой необходимо рассчитать удлинение конца плети (в зоне первого свариваемого стыка), необходимое для последующего ввода плети на участке производства работ в оптимальную температуру закрепления.
Рис. 2 . Схема изгиба рельсовой плети при сварке с предварительным
А, В - места сварки; С, Д - начало и конец изгиба плети; 1 - направление движения ПРСМ; 2 - рельсовая плеть не раскрепляется; 3 - вставка; 4 - скрепления ослабляются; 5 - скрепления удаляются.
5.3. Общая характеристика пути
Участок пути двух путный, электрифицированный, оборудован
автоблокировкой. В плане путь имеет 30% прямых и 70% кривых участков.
Верхнее строение пути до ремонта:
- скрепление типа КБ;
-накладки на инвентарных рельсах 4-х дырные, на рельсах уравнительных пролетов 6-ти дырные.
В пределах одного блок-участка уложены три пары рельсовых плетей; на границах блок-участков в уравнительных пролетах расположены изолирующие стыки с металлокомпозитными накладками.
Верхнее строение пути после ремонта:
-конструкция пути не меняется.
Рельсы уравнительных пролетов заменены на рельсовые вставки. Рельсовые плети сварены до длины блок-участка.
Читайте также: