
При перепаде температуры закрепления плети относительно температуры ее при производстве работ на 20
Обновлено: 26.07.2024
3.3.1 Укладка плетей бесстыкового пути на участках ремонтно-путевых работ производится после постановки пути в проектное положение и стабилизации балластной призмы.
При разовом проходе динамического стабилизатора пути для стабилизации балластной призмы достаточно пропустить 700÷800, двухразовом проходе - 500÷600, трехразовом проходе - 300÷400, а четырехразовом проходе - 100÷200 тыс. тонн груза (брутто).
3.3.2 Замена инвентарных рельсов на сварные плети, ввод плетей в tопт, смена плетей и другие виды работ, связанные с их раскреплением, производятся по утвержденным технологическим процессам. При подготовительных работах до «окна» допускается частичное снятие клемм (или перевод их в монтажное положение) на инвентарных рельсах или сменяемых плетях с ограничением скорости движения поездов в соответствии с Инструкцией по обеспечению безопасности движения при производстве путевых работ.
Плеть надвигается на штатные места железобетонных шпал с лежащими на них прокладками-амортизаторами последовательно, начиная с одного ее конца.
В исключительных случаях, если сварка плетей переносится на следующий год, между плетями необходимо уложить уравнительные пролеты в соответствии с п. 2.7 настоящей Инструкции.
3.3.3 Сварка коротких плетей в длинные должна производиться по утвержденным технологическим процессам:
1. Путем последовательной приварки методом подтягивания или методом предварительного изгиба надвигаемых на штатные места на железобетонных шпалах коротких плетей.
2. Сваркой плетей внутри колеи методом подтягивания или методом предварительного изгиба до длины блок-участка, но не более 2000 м.
3. Последовательной надвижкой, с вводом в оптимальную температуру закрепления с использованием нагревательной установки.
4. Надвижкой коротких плетей и вводом их в оптимальную температуру закрепления с использованием гидравлического натяжного устройства (далее –ГНУ).
3.3.4 Сварка плетей должна производиться при оптимальной температуре закрепления. Разрешается производить сварку при температуре рельсов выше оптимальной, но не более чем на 10 0 С, и ниже оптимальной. Допускаемое понижение температуры рельсов при сварке относительно оптимальной определяется технологией производства работ. Но в любых случаях электроконтактная сварка не должна производиться при температуре рельсов ниже 0 0 С, а алюминотермитная ниже -5 0 С.
Если сварка плетей производится при температуре рельсов на 5¸10 0 С выше оптимальной температуры закрепления, то после ее завершения и остывания сваренных стыков на длине плети, включающей участок производства работ (lу.п.р.)и примыкающие к нему с обеих сторон участки плетей, равные по lу.п.р. должна быть выполнена регулировка напряжений. При перепаде температуры рельсовой плети в момент выполнения сварки последнего стыка методом предварительного изгиба относительно оптимальной температуры закрепления не более 5 0 С общая длина участка регулировки напряжений в плети должна быть также не менее 3lу.п.р..
В рассмотренных случаях температуру закрепления плети на участке регулировки принимают ниже температуры рельсов в момент производства работ не более, чем на 5 0 С.
Если температура рельсовой плети при сварке ниже оптимальной температуры закрепления, то восстановление температуры закрепления плети на участке производства работ должно проводиться в соответствии с требованиями Приложения 4.
3.3.5 Перед удлинением коротких эксплуатируемых плетей все дефектные места должны быть вырезаны и восстановлены, как и места временного восстановления плетей, сваркой.
Если температура одной или обеих свариваемых плетей ниже или выше оптимальной температуры более чем на 5 0 С, то перед сваркой плети должны быть введены в оптимальную температуру закрепления. Разность температур закрепления соседних свариваемых плетей и длинных плетей, сваренных из 3-х и более коротких плетей не должна превышать значений, приведенных в п.3.4.1 настоящей Инструкции.

При сварке эксплуатируемых плетей рельсы уравнительного пролета целесообразно заменять рельсовой вставкой, сваренной из рельсов с близким к плетям износом ±1 мм и пропущенным тоннажем, не превышающим более, чем на 100 млн. тонн груза брутто тоннаж эксплуатирующихся плетей.
3.3.6 По окончании сварки на расстоянии не менее 25 см от оси стыка, сваренного ПРСМ, и 60 см от стыка, сваренного алюминотермитной сваркой, по ходу движения поезда записывается порядковый номер стыка.
Нумерация стыков, сваренных электроконтактной и алюминотермитной сваркой, должна быть раздельная по видам сварки и сквозная в пределах дистанции пути.
Дата сварки, температура рельсов при сварке коротких плетей в длинные должны быть зафиксированы в Паспорте-карте бесстыкового пути с длинными плетями (Приложение 7). Дополнительно данные по алюминотермитной и электроконтактной (ПРСМ) сварке (номер стыка, дата и год сварки и код предприятия - производителя работ) записываются соответственно в Журнал учета работ по алюминотермитной сварке и в Журнал учета работ по электроконтактной сварке. Оба журнала ведутся и хранятся в дистанции пути.
3.3.7 После укладки и ввода плетей в оптимальную температуру закрепления, за несколько дней до сдачи отремонтированного участка бесстыкового пути, работниками путевых машинных станций и дистанций пути совместно должно быть проведено обследование бесстыкового пути с проверкой крутящих моментов затяжки гаек клеммных, закладных, стыковых болтов, шурупов, сил прижатия рельсов к основанию клеммами анкерных скреплений, положения прокладок-амортизаторов, возможных подвижек плетей, соответствия требуемым нормам состояния балластной призмы, соответствия нормам стыковых зазоров в уравнительных стыках и проведены работы по устранению обнаруженных неисправностей.
В зависимости от температуры, при которой производятся работы по ликвидации дефектных мест на плети, или сварки плетей между собой, используются различные технологии производства работ.
При температурах больших, чем температура закрепления плети используется технология с предварительным изгибом плети, при температурах меньших, чем температура закрепления плети используется технология с использованием натяжных устройств с достаточным подтягивающим усилием.
Восстановление дефектной плети электроконтактной сваркой при температурах рельсов ниже температуры закрепления или сварки плетей между собой можно выполнять без натяжного устройства, но с использованием ПРСМ с подтягивающими усилиями до 120 тс, из которых на растяжение плети для восстановления ее температуры закрепления на участке производства работ используется не более 70 Тс.
Для выполнения работ, включающих восстановление плети сваркой и восстановление температуры ее закрепления на участке производства работ необходимо определить длину участка производства работ по сварке, на котором необходимо восстановить температуру закрепления плети.


Поскольку изменение длины дышащего участка при изменении температуры равно половине изменения длины такого же участка в средней части плети, расчетная длина участка равна

l=

l=
Длину рельсовой вставки удобно принять из условия:


где - расстояние между обрезанными концами плетей;

- запас рельсового металла на сварку одного стыка (40 мм при электроконтактной технологии).

12,46

Длина дышащего участка в зависимости от разницы температуры закрепления плети и температуры, при которой производятся сварочные работы равна:


где – температурная сила, возникающая в плети при перепаде температур относительнотемпературы её закрепления;

– перепад температуры рельсовой плети при производстве работ относительно её температуры закрепления;
r – погонное сопротивление продольному сдвигу пути по одной рельсовой нити, принимаемое для стабилизированного балласта равным 12 кН/м, для нестабилизированного – 7кН/м.
При перепадах температуры сварки относительно температуры закрепления плети на величины t = 10; 15; 20 и 25 соответственно равны 29,2; 43,8; 58,4 и 70,0.
Для того чтобы на участке производства сварочных работ l ввести плеть в температуру ее закрепления, участок необходимо удлинить на величину:
=

Затем раскрепляем конец плети, примыкающий к месту сварки второго стыка в точке С на длине равной


где ,

После раскрепления плети на участке lр, укладываем рельсовую вставку и свариваем ее с концом плети в точке В.
Определяем общее удлинение раскрепленного конца плети, необходимое для восстановления температуры закрепления на участке производства сварочных работ и на участке раскрепления плети.
= + ,
где =
По результатам контрольной сварки получено, что при сварке одного стыка укорочение свариваемых рельсов за счет оплавления металла составляют около =40мм. Эту величину необходимо вычесть из – )и производим сварку. После завершения сварки выдерживаем стык в течении 6 минут в сжатом состоянии. Затем сварочная головка убирается, сваренный стык обрабатывается. Плеть на всем протяжении АЕ раскрепляется, простукивается, а затем снова закрепляется с нормативной затяжкой болтов (шурупов). По завершении указанных работ сваренные стыки проверяются дефектоскопом и размечаются на расстоянии не менее 25,0 см от места сварки каждого стыка записываются их порядковые номера.
Дата сварки, температура рельса при сварке, длина участка раскрепления и величина удлинения плети для восстановления температуры закрепления её на участке производства работ записываются в журнал Учета службы и температурного режима рельсовых плетей.
При восстановлении плети за счет замены дефектного участка рельсов длины вставок могут быть различными длиной до 10 м и более, в зависимости от вида, характера дефекта и местных условий. Если плети предназначены для сварки между собой (при устройстве бесстыкового пути длинной блок-участок или перегон), то они укладываются с небольшими вставками, как правило, длинной порядка 6,25м.
Рассмотрим сварку двух плетей при температуре на =15 ниже температуры закрепления плети с помощью вставки длинной = 10 м.
= = 0,0000118*65160*15 = 13.8мм.
= = ,

= 70 тс
Отсюда длина раскрепленного конца плети
=
Общее удлинение раскрепленного конца плети

= 0,0000118* 125.16 *18 = 27 мм.

= 13.8+27 = 40.8 мм.
С учетом укорочения рельсов при сварке на 40 мм разница между необходимым удлинением плети и укорочением при сварке составляет -27 мм, поэтому плеть не растягиваем и производим сварку.
Поделится с коллегами:
При перепаде температуры закрепления плети относительно температуры ее при производстве работ на 20°C и более обычные стыковые болты в пределах анкерных участков необходимо заменить на высокопрочные и затянуть их с крутящим моментом, Н×м. (СДО)
Ответ на вопрос находится ниже.
| При перепаде температуры закрепления плети относительно температуры ее при производстве работ на 20°C и более обычные стыковые болты в пределах анкерных участков необходимо заменить на высокопрочные и затянуть их с крутящим моментом, Н×м. (СДО) |
|---|
| 1. 900 |
| 2. 1000 |
| 3. 1100 |
100% Правильный ответ выделен зеленым цветом.
Если выделено несколько вариантов, то все они являются правильными.
ДЛЯ ПРОСМОТРА ОТВЕТА НЕОБХОДИМО ЗАРЕГИСТРИРОВАТЬСЯ НА САЙТЕ ИЛИ ВОЙТИ НА САЙТ ПОВТОРНО !

Если вдруг найдете неправильный ответ - напишите об этом в комментариях, обязательно исправим!
Наш онлайн-проект "ПроКонспект" является Вашим индивидуальным интернет-помощником.
4.7.1 В случаях необходимости укладки рельсовых плетей при температуре рельсов ниже оптимальной более чем на 5 0 С, следует использовать принудительные способы ввода плетей в оптимальную температуру закрепления.
Принудительные способы ввода плетей в оптимальную температуру закрепления также применяются:
перед сваркой эксплуатируемых плетей, ранее уложенных и закрепленных при температуре ниже оптимальной более, чем на 5 0 С;
при восстановлении оптимальной температуры закрепления плетей, подверженных угону или на участках, где плети восстанавливались сваркой, при температурах ниже оптимальной температуры закрепления более, чем на 5 0 С.
4.7.2 Принудительный ввод плетей в оптимальную температуру закрепления выполняется с использованием гидравлических натяжных устройств (ГНУ) или нагревательных установок, работающих на жидком или других видах топлива, или при одновременном воздействии на путь гидравлического натяжного устройства и нагревательной установки.
4.7.3 Основным условием применения гидравлических натяжных устройств и нагревательных установок является обеспечение снижения сопротивлений перемещениям плетей и равномерность их удлинения.
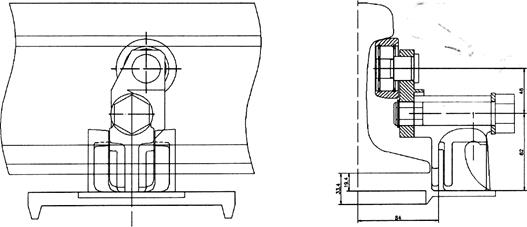
4.7.4 При использовании ГНУ для снижения сопротивлений перемещению плети в прямых и в кривых участках пути радиусами 800 м и более могут быть использованы парные пластины, роликовые опоры. Указанные средства применяются независимо от типа скреплений. В кривых участках пути радиусами менее 800 м при скреплениях ЖБР-65, ЖБР-65ПШ, ЖБР-65Ш, и ЖБР-65ПШМ необходимо использовать опорные, рисунок 4.8, и боковые ролики, рисунок 4.9. Опорные ролики устанавливаются на каждой 15 ой шпале, а боковые: в кривых радиусами 500÷799 м - на каждой 15 ой , 350÷499 - на каждой 10 ой и 250÷349 -на каждой 6 ой шпале. Возможно использование сочетания: парные пластины или роликовые опоры и боковые ролики (в кривых радиусами менее 800 м).
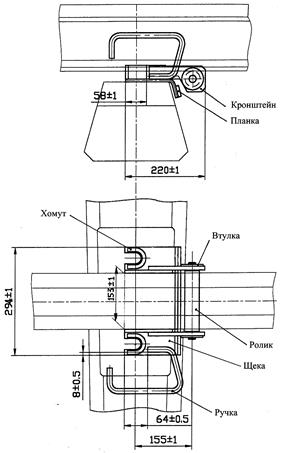
Рисунок 4.8 Опорный ролик для скреплений ЖБР-65, ЖБР-65ПШ, ЖБР-65Ш и ЖБР-65ПШМ (по проекту ПТКБ ОП-15)
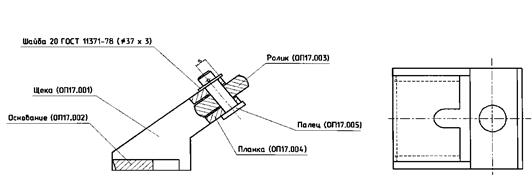
Рисунок 4.9 Боковой ролик для скреплений ЖБР-65, ЖБР-65ПШ, ЖБР-65Ш и ЖБР-65ПШМ (по проекту ПТКБ ОП-17)
На участках со скреплениями АРС-4 при принудительном вводе плетей в оптимальную температуру закрепления для снятия сопротивлений перемещениям плети в кривых радиусами менее 800 м применяются специальные опорные ролики, схема установки которых в рабочее положение на шпале (с одной стороны рельса) приведена на рисунке 4.10.
1 – рычаг; 2 – ось станины; 3 – бандаж; 4 – станина ролика; 5, 6, 7 – кольца;
8 – подшипник; 9 -шайба
Рисунок 4.10 Опорный ролик для скрепления АРС-4 (по проекту ПТКБ ОП-65)
Опорные ролики устанавливаются на стойки анкера: в кривых радиусами 500÷799 м - на каждой 15-ой, 350÷499 м - на каждой 10-ой, 250÷349 м - на каждой 6-ой шпале.
При отсутствии опорных и боковых роликов для участков со скреплениями ЖБР и опорных роликов для участков со скреплениями АРС независимо от плана линии плети вывешиваются на парные полиэтиленовые пластины или катучие роликовые опоры.
При принудительном вводе плетей в оптимальную температуру закрепления с использованием нагревательных установок необходимо обеспечить сохранность неметаллических элементов промежуточных скреплений при воздействии на них пламени горелок. Для этого плети на каждой 15 ой шпале вывешиваются на парные пластины, из которых нижняя толщиной 5÷6 мм должна быть выполнена из полиэтилена или другого материала с коэффициентом трения по стали не более 0,1÷0,12, а верхняя металлическая, толщиной 2,5÷3 мм.
4.7.5 Перед началом работ с использованием ГНУ необходимо определить план линии на участках бесстыкового пути, где плети планируется вводить в оптимальную температуру закрепления, наличие средств для снятия сопротивлений перемещениям плети, включающих парные пластины, ролики диаметром 20¸22 мм, специальные ролики для скреплений типа ЖБР, АРС-4, установить ожидаемую температуру рельсов при производстве работ, выполнить расчеты по определению изменения длины плети DL, растягивающего усилия Nр и длин анкерных участков.
4.7.6 В прямых и кривых радиусами 800 м и более при наличии парных пластин или роликов диаметром 20÷22 мм, а также в кривых радиусами 500÷799 м при наличии опорных и боковых роликов для скреплений типа ЖБР-65 и опорных роликов для АРС-4, плети длиной 800 м и менее вводятся в оптимальную температуру закрепления при перепадах температуры плети относительно оптимальной не более 25 0 С с растяжением плети в одном направлении.
В кривых участках пути при отсутствии специальных роликов для скреплений типа АРС-4, ЖБР-65 и др. необходимо дополнительно встряхивать плети ударным механизмом с клиновым упором.
При наличии на плети S-образных и одиночных кривых радиусом 499 м и менее, ввод плетей длиной более 650 м производится полуплетями.
4.7.7 Удлинение плетей перед вводом их в оптимальную температуру закрепления определяется по формуле:
| где | a | - коэффициент температурного расширения рельсовой стали, равный 0,0000118; |
| L | - длина плети, мм; | |
| Dt | - перепад температуры рельсовой плети при проведении работ относительно планируемой температуры закрепления, 0 С. |
Усилия для создания расчетных удлинений в плетях (Nt) определяются из условия:
| где | Nt | - усилия, необходимые для растяжения плети, определяемые из условия Nt = a ЕF . Dt, |
| N ' | - усилия, необходимые для преодоления сопротивления перемещению плети при ее удлинении, принимаемое равным 0,1 . Nt; | |
| Е | - модуль упругости рельсовой стали, Е =2,1 . 10 5 МПа (2,1 . 10 6 кг/см 2 ); | |
| F | - площадь поперечного сечения рельса, см 2 . |
Длина анкерного участка со стороны неподвижного торцевого сечения конца плети определяется по формуле
| где | r | - погонное сопротивление сдвигу рельсошпальной решетки в балласте по одной рельсовой нити. В уплотненном балласте r = 12 кН/м, а в неуплотненном – 7 кН/м. |
Длина анкерного участка в месте установки ГНУ со стороны подвижного конца плети определяется из условия
4.7.8 Анкерные участки должны размещаться вне плети, вводимой в оптимальную температуру закрепления, и, как правило, со стороны неподвижного конца включать уравнительный пролет и часть примыкающей к нему плети. Анкерный участок со стороны подвижного конца также может включать уравнительный пролет и часть примыкающей к нему плети. При отсутствии уравнительного пролета анкерный участок полностью будет размещаться на примыкающей плети. В пределах анкерных участков стыковые болты и шурупы скреплений должны быть затянуты с нормативным моментом затяжки, а монорегулятор скреплений АРС-4 установлен на четвертую позицию. Балластная призма заполнена и уплотнена. При перепаде температуры закрепления плети относительно температуры ее при производстве работ на 20 0 С и более обычные стыковые болты в пределах анкерных участков необходимо заменить на высокопрочные и затянуть их крутящим моментом 1100 Н . м.
4.7.9 Для контроля равномерности удлинения плети на подошву рельса в створе с краем подкладки (скрепления КБ-65, ЖБР-65ПШМ ЖБР-65ПШ), в створе с боковой гранью упорной скобы (скрепления ЖБР-65, ЖБР-65Ш, W-30) и боковой грани анкера АРС-4 и Pandrol-350 наносят через каждые 50 м контрольные риски на плетях, а затем расчетные, смещения которых относительно контрольных определяются в соответствии с п. 4.6.3 настоящей Инструкции.
После совпадения расчетных рисок на рельсе с контрольными сечениями на шпалах (±3 мм), плети должны быть закреплены.
4.7.10 Плеть закрепляют от ее подвижного конца к неподвижному. Для более точного фиксирования температуры закрепление плетей осуществляется на протяжении Nр/r +5 м подвижного конца плети - на каждой шпале и на каждой 2÷5-ой шпалах - на остальном протяжении, после чего снимают ГНУ, собирают стыки и открывают движение поездов со скоростью в соответствии с Инструкцией по обеспечению безопасности движения при производстве путевых работ. Затем плети закрепляют на остальных шпалах и отменяют предупреждение об уменьшении скорости движения поездов.
4.7.11 Нагревательные установки применяют при удлинении плетей длиной 800 м и менее. Нагрев плетей осуществляется в одном направлении от неподвижного конца к подвижному. При длинах плетей более 800 м, но не более 1600 м, нагрев плетей осуществляется полуплетями от середины плети.
При длине плетей 800 м и менее анкерный участок устраивается на уравнительном пролете, при необходимости с заходом на соседнюю плеть. Длина анкерного участка определяется с учетом сил сопротивления при удлинении нагреваемой плети, которые для плети длиной 800 м, вывешенной на парные пластины, в сумме не превышают 100÷150 кН, т.е. достаточно в зоне уравнительного пролета затянуть с нормативной затяжкой стыковые болты и подтянуть до нормативного значения шурупы (болты) промежуточных рельсовых скреплений.
4.7.12 При нагреве плети вывешиваются на каждой 15-ой шпале на парные пластины, нижняя из которых толщиной 5÷6 мм полиэтиленовая, а верхняя толщиной 2÷2,5 мм - металлическая или подвесные ролики.
4.7.13 После разбивки плети на участки длиной 50 м, нанесения на них контрольных и расчетных сечений приступают к нагреву плетей.
В процессе нагрева отслеживается совпадение расчетных рисок на плети с контрольными на шпале. При их несовпадении уменьшается рабочая скорость движения нагревательной установки, используется ударный механизм с клиновым упором и с его помощью добиваются, чтобы расчетные риски на рельсовой плети совпали с контрольными на шпале.
Закрепление плетей при нагреве производится вслед за нагревательной установкой.
4.7.14 Работы по вводу плетей в оптимальную температуру с использованием натяжных устройств и нагревательных установок должны быть занесены в Журналы учета коротких плетей, где должны быть указаны дата проведения работ, температура рельсовых плетей в момент проведения работ, расчетные и фактические удлинения плетей и полученная температура закрепления плетей, которая также наносится на концы плетей, и способ ввода плетей в оптимальную температуру закрепления.
Работы по временному восстановлению плетей должны производиться в специальные «окна».
Перед временным восстановлением рельсовой плети необходимо установить ее температуру и фактическую температуру закрепления и подготовить временный рельс с тремя болтовыми отверстиями на концах длиной не менее 8 м.
После выполнения первого пропила заменяемый конец плети с дефектом до намечаемого второго реза освобождают от промежуточных рельсовых скреплений и простукивают молотками. Положение второго пропила намечается после полного перемещения концов плети в месте ее первого пропила.

При температуре рельсовой плети выше температуры ее закрепления в ней действуют сжимающие силы, величины которых определяются разностью указанных температур. В таких случаях необходимо сначала вырезать газовым резаком кусок рельса длиной 10-20 см в месте дефекта, а затем на требуемых расстояниях обрезать рельсовых концы плетей рельсорезным станком. Перед вырезкой куска рельса необходимо проверить закрепление плетей промежуточными рельсовыми скреплениями на участке вырезки дефектного рельса. Если затяжка болтов, шурупов не соответствует нормативным значениям, то их необходимо подтянуть. Чтобы вырезаемый кусок рельса не зажимало в процессе вырезки, для обеспечения безопасности работающих следует его вырезать последовательно. Порядок действий при вырезке показан на рис унке П.4.1. Сначала по концам вырезаемого куска прорезают всю головку и шейку до половины высоты, затем часть рельса, находящуюся между двумя вертикальными прорезями, удаляют горизонтальным резом, после чего на той же длине 10-20 см вырезают две части подошвы по обе стороны шейки. Оставшуюся часть шейки постепенно выжигают посредством строго вертикальных перемещений резака до образования свободного зазора.
1-3 - расположение резов при виде сбоку; 4-5 - расположение резов в плане; 6 - последовательно выжигаемая часть шейки рельса (обозначена пунктирной линией)
Рисунок П.4.1 Последовательность вырезки автогеном рельса из рельсовой плети
П.4.2 Окончательное восстановление рельсовых плетей
Окончательное восстановление рельсовых плетей заключается в вырезке части плети с дефектом, в том числе взятым в накладки, или в изъятии рельса, уложенного при временном восстановлении, и вваривании вместо них рельсовой вставки, одинаковой по износу и качеству металла с рельсовой плетью, и не превышающей ее по наработке более чем на 100 млн. тонн брутто.
При окончательном восстановлении плети могут свариваться электроконтактной или алюминотермитной сваркой.
Восстановление плетей сваркой выполняется при температуре их закрепления. Разрешается восстанавливать плети при температуре рельсов выше ее температуры закрепления, но не более чем на 10°С. Допускаемые понижения температуры рельсов относительно температуры закрепления при восстановлении плетей определяются в каждом конкретном случае в зависимости от технологии производства работ, но не должны быть ниже 0 0 С при электроконтактной и -5 0 С – при алюминотермитной сварке рельсов.
При окончательном восстановлении целостности плети с дефектом, если температура рельсовой плети превышает ее температуру закрепления, или с временным рельсом при отсутствии по его концам стыковых зазоров, необходимо предварительно снять напряжения, в первом случае – в плети на участке производства работ, а во втором – во временном рельсе. Снятие напряжений в плети и во временном рельсе производится путем вырезки куска рельса в соответствии с П.4.2 настоящей Инструкции.
После завершения сварки в плети на участке производства работ должна быть восстановлена их температура закрепления.
Работы по окончательному восстановлению целостности рельсовых плетей сваркой и восстановлению температуры их закрепления на участке производства работ должны выполняться в соответствии с Технологическими процессами, утвержденными ЦП.
П.4.3 Окончательное восстановление плетей электроконтактной сваркой
Окончательное восстановление рельсовых плетей электроконтактной сваркой выполняется передвижными рельсосварочными машинами (ПРСМ) со сварочными головками типа К-922, МСР-120.01 и др., обеспечивающими подтягивающие усилия до 120 т, или типа К-900, МСР-8001, К-355 и др., обеспечивающими подтягивающие усилия от 65 до 80 т. С учетом того, что при обжатии сварного стыка в завершающий момент сварки необходимы усилия порядка 50 т, в первой группе ПРСМ непосредственно на подтягивание (растяжение) плетей можно использовать не более 70 т, во второй группе: с подтягивающими усилиями 80 т – не более 30 т, а 65 т – не более 15 т.
При окончательном восстановлении плети с дефектом, взятым в накладки, из нее вырезают кусок рельса с дефектом и вваривают заранее подготовленную рельсовую вставку (без болтовых отверстий) длиной не менее 8 м.
При окончательном восстановлении сваркой плети с временным рельсом обрезаются концы плетей с болтовыми отверстиями и удаляются вместе с временным рельсом, а вместо них вваривается рельсовая вставка.
Перед сваркой рельсовой вставки и концов рельсовой плети ПРСМ должна быть выполнена контрольная сварка двух стыков из аналогичных рельсов и определен необходимый запас металла на сварку двух стыков.
В зависимости от расположения дефектного рельса или места временного восстановления относительно концов восстанавливаемой рельсовой плети окончательное восстановление ее электроконтактной сваркой может производиться с подтягиванием привариваемой плети или с предварительным ее изгибом.
П.4.4 Сварка с подтягиванием привариваемой плети
Сварка с подтягиванием привариваемой плети производится при расположении места восстановления на расстоянии не более 150 м от конца плети.
При сварке с подтягиванием короткую часть плети (длиной до 150 м) раскрепляют и вывешивают на каждой 15-ой шпале на парные пластины или ролики диаметром 2022 мм.
После вырезки куска рельса с дефектом или обрезки концов плетей с болтовыми отверстиями в местах временного восстановления плети, удаления вырезанного рельса с дефектом или временного рельса с обрезанными концами плетей с болтовыми отверстиями и укладки вместо них заранее подготовленной рельсовой вставки производится сварка ее с концами примыкающих к ней плетей.
Сварка рельсовой вставки с лежащей в пути плетью, а затем и вывешенной короткой плети (длиной до 150 м) с другим концом рельсовой вставки производится методом подтягивания. При длине привариваемой плети более 150 м сварка плетей производится с предварительным изгибом привариваемой плети.
П.4.5 Сварка с предварительным изгибом привариваемой плети
При сварке с предварительным изгибом ( рисунок П.4.2 ) раскрепляется только часть плети. На участке ВС длиной 5 м для облегчения перемещения плети гайки болтов скреплений КБ65 отвертывают на несколько оборотов, клеммы скреплений типа ЖБР-65 переворачивают на 180 о и затягивают усилием 100-150 Н·м, а монорегулятор скреплений АРС-4 устанавливается на первую позицию. На участке СD длиной 40 м клеммы скреплений КБ65 и АРС-4 снимаются, а клеммы скреплений типа ЖБР устанавливаются в монтажное положение.
После подготовки рельсовой вставки, длина которой должна соответствовать расстоянию между точками А, В (lА-В), плюс запас на сварку 2-х стыков на косину двух резов (2 мм) и плюс запас на остаточную стрелу изгиба (5÷6 мм), т.е.
lвст = lА-В + 2 + 2 + 5, мм.
Рельсовую вставку сваривают с концами плети в сечении А. После сварки в сечении А забег конца рельсовой плети относительно рельсовой вставки (lз) должен соответствовать:
lз = + 1 + 5 = + 6, мм.
Раскрепленную часть плети вывешивают и изгибают в горизонтальной плоскости на прямых участках в сторону оси пути или наружу, а на кривых – только в наружную сторону кривой. Изгиб плети следует заканчивать, когда торец плети совпадает с торцом приваренной ранее рельсовой вставки.

A, В - места сварки; С, D - начало и конец изгиба плети; 1 - направление движения ПРСМ; 2 - рельсовая плеть не раскрепляется; 3 - вставка; 4 - скрепления ослабляются;
5 – скрепления
Рисунок П.4.2 Схема изгиба рельсовой плети при сварке с предварительным изгибом
В процессе сварки изогнутая часть плети выпрямляется под действием продольного усилия, создаваемого сварочной машиной. По окончании сварки плеть не должна занимать исходного положения - стрела остаточного изгиба должна оставаться в пределах 15-25 см. Если остаточная стрела - наибольшее расстояние от внутреннего относительно изгиба плети края подошвы до наиболее удаленной от рельса реборды подкладки (при подкладочных скреплениях) или опорной скобы (при скреплениях типа ЖБР) выходит за указанные пределы, сварной стык должен быть забракован и вырезан из плети. Фактическая остаточная стрела изгиба должна быть записана сварщиком в сменный журнал.
После остывания замыкающего стыка (через 2-3 мин после окончания сварки) оставшуюся изогнутую часть рельсовой плети выпрямляют приложением поперечного усилия . Закрепление плети на участке изгиба необходимо выполнять в направлении от замыкающего стыка.
Сдвиг плети на участке СD при изгибе ее перед сваркой, в процессе сварки и при выправлении после сварки должен происходить по трем металлическим скользунам, равномерно распределенным на участке изгиба, при этом должно быть обеспечено свободное, без большого трения перемещение плети по ним.
Если восстановление рельсовой плети сваркой выполняется при температуре рельсов выше ее температуры закрепления, но не более чем на 10°С, то на участке, включающем участок производства работ по восстановлению плети плюс по 100 м с обеих его сторон, должна быть выполнена регулировка напряжений, после чего плети должны быть закреплены. В журнале учета службы и температурного режима рельсовых плетей должны быть занесены дата окончательного восстановления плети, температура плети при производстве работ и границы регулировки напряжений.
Если восстановление плети сваркой выполняется при температуре рельсов ниже ее температуры закрепления, то перед сваркой необходимо рассчитать удлинение плети на участке производства работ для восстановления в пределах его температурных сил (температуры закрепления плети).
На рис унке П.4.3 приведена эпюра температурных сил в плети в зоне производства работ до восстановления ее электроконтактной сваркой.
А, В – места сварки
Рисунок П.4.3 Эпюра температурных сил в рельсовой плети в зоне производства работ до сварки и растяжения одного из концов плети для восстановления температуры закрепления плети
На рисунке П.4.3 приведены следующие обозначения:
lвст – длина ввариваемой рельсовой вставки (от 8 до 12,5 м);
lп – участок со свободным проскальзованием рельсовой плети (без прижатия рельса) длиной 5 м;
lи – участок плети, освобожденный от закрепления для образования петли при сварке второго стыка (участок изгиба плети);
lи + lп = lсв – общая длина свободного изменения длины плети;
lд – дышащий участок плети, определяемый из условия:
Nt, - температурная сила, возникающая в плети при перепаде температур относительно температуры ее закрепления;
Dt – перепад температуры рельсовой плети при производстве работ относительно ее температуры закрепления;
r – погонное сопротивление продольному сдвигу пути по одной рельсовой нити, принимаемое для стабилизированного балласта равным 12 кН/м , для нестабилизированного – 7 кН/м.
Длина участка работ по сварке, где необходимо восстановить температурную силу (Nt), в итоге будет равна
Величина необходимого удлинения этого участка определяется из условия:
Удлинение плети на участке производства работ осуществляется путем раскрепления конца плети на участке lр, примыкающем к первому свариваемому стыку (точка А), и растяжения его ГНУ. Чтобы в зоне производства сварочных работ восстановить температуру закрепления плети, т.е. температурную силу, равную Nt , необходимо растянуть конец раскрепленной части плети с усилием Nt + ∆N, где ∆N = Nt (lвст + lсв + lд)/( lр - lд).
Отсюда следует, что для ввода плети на участке работ в температуру закрепления растягивающие усилия ГНУ должны быть не менее:
NГНУ Nобщ = Nt + ∆N.
Длина раскрепляемого участка lр должна быть не менее:
Величина первоначального удлинения плети ∆lобщ определяется с учетом удлинения ее для восстановления Nt на участке lр, участке производства работ по сварке l и «отката» растянутого и закрепленного конца плети ∆lо в точке А.
∆lобщ = ∆lр + ∆l + ∆lо +5, мм
где 5 мм – удлинение растягиваемого конца плети, необходимое для компенсации сжимающих напряжений, появляющихся при ликвидации остаточной стрелы изгиба при сварке 2-го стыка.
При близких значениях NГНУ и Nобщ величина «отката» определяется из условия:
Можно не учитывать в расчетах величины удлинения раскрепленного конца плети (∆lр), но для этого перед его раскреплением необходимо зафиксировать положение конца плети.
В процессе растяжения необходимо растянуть плеть до совпадения ее конца с фиксированной точкой, а затем на величину (∆l + ∆lо+5) мм.
После закрепления растянутой части плети lр, снятия ГНУ и выполнения сварочных работ, в том числе сварки первого стыка в точке В методом подтягивания, а второго в точке С методом предварительного изгиба, эпюра температурных сил на участке (l + lр) будет иметь вид, представленный на рисунке П.4.4.
Читайте также: