
При регулировке напряжений порядок раскрепления плети
Обновлено: 02.05.2024
Регулировка и разгонка зазоров необходимы при наличии трех и более слитых зазоров с рельсами длиной 12,5 м и двух или более с рельсами длиной 25 м и при наличии хотя бы одного растянутого зазора величиной раскрытия более конструктивного. Исключение из этого правила составляют те случаи, когда растянутые или слитые зазоры являются нормальными для данной температуры.
Если для приведения зазоров в нормальное состояние достаточно произвести передвижку рельсов без разрыва стыков, то делается регулировка зазоров. Если же возникает необходимость перемещать рельсовые плети со снятием болтов в стыках и установкой вкладышей, то делается разгонка зазоров.
Регулировка и разгонка зазоров производятся гидравлическими разгоночными приборами типов РН-01А и РН-02, а также ударными.
Регулировка зазоров производится в интервалах между поездами с ограждением места работ сигналами остановки.
Прежде чем разрешить сигналистам убрать сигналы остановки, необходимо снять гидравлический или ударный прибор с рельсов, убрать его на обочину, снять прозорники-прокладки, добить костыли и затянуть гайки стыковых болтов.
На пути с костыльным прикреплением рельсов к шпалам регулировка зазоров одним гидравлическим прибором выполняется бригадой в составе восьми монтеров пути и двух сигналистов под руководством бригадира пути. Расстановка монтеров пути при выполнении работ следующая: первый монтер ослабляет болты в стыках на одной половине накладок, второй монтер снимает пружинные противоугоны, третий и четвертый монтеры перемещают гидравлическим прибором рельсовую плеть, пятый монтер устанавливает в зазоры передвигаемых рельсов прозорники-прокладки и помогает переставлять прибор с одного места на другое или снимать его перед пропуском поездов по месту работ, шестой монтер для облегчения перемещения рельсовой плети наддергивает отдельные костыли или постукивает по рельсам деревянным молотком. После окончательного перемещения рельсовой плети седьмой монтер пути закрепляет стыковые болты, а восьмой устанавливает пружинные противоугоны и добивает наддернутые костыли.
При регулировке зазоров одним гидравлическим прибором на пути с раздельным скреплением количество монтеров пути увеличивают до 12 чел., что связано с необходимостью ослабления и закрепления гаек клеммных болтов.
Разгонка зазоров производится с разрывом рельсовой колеи, но без прекращения движения поездов. Для обеспечения безопасного проследования поездов в местах разрывов укладывают специальные определенных размеров рельсовые вкладыши. Вкладыши изготавливают из соответствующего типа рельсов без подошвы с отверстием для стыкового болта. В комплект входит 7 вкладышей длиной 50, 70, 90, 110, 130, 150, 170 мм. Наибольший разрыв рельсовой плети не должен превышать 175 мм. На электрифицированных участках в местах максимальных разрывов предварительно устанавливают обходные перемычки.
Разгонку зазоров выполняют в интервалах между поездами под руководством дорожного мастера с ограждением места работ сигналами остановки и ограничением скорости движения поездов по месту работ: на рельсах Р65 и тяжелее - 25 км/ч, на рельсах легче Р65 - 15 км/ч.
Поезда пропускают после постановки в местах разрывов рельсовой плети вкладышей и соединения стыка инвентарными накладками. Болты устанавливают полностью на конце одного рельса и не менее двух на конце другого, причем один из них обязательно вставляют в отверстие вкладыша. Разрешается также устанавливать накладки, прикрепленные специальными струбцинами.
На пути с костыльным прикреплением рельсов к деревянным шпалам разгонка зазоров одним гидравлическим разгоночным прибором выполняется бригадой, состоящей из 12 монтеров пути, не считая сигналистов, ограждающих место работ. Работы выполняются по следующей технологии: первый монтер пути ослабляет болты в стыках рельсов передвигаемой плети на одной половине стыка; второй монтер снимает пружинные противоугоны с рельсов этой плети; третий и четвертый монтеры меняют накладки в стыке разрыва на инвентарные, не сболчивая вторую половину стыка; пятый и шестой монтеры приводят в действие разгоночный прибор и перемещают рельсовую плеть, после чего переносят прибор с одной установки на другую, а также снимают разгоночный прибор при пропуске поездов; седьмой монтер пути устанавливает в зазоры и снимает перед пропуском поезда прозорники-прокладки, устанавливает в разрыве стыков вкладыши и закрепляет их болтами; восьмой монтер пути при необходимости наддергивает отдельные костыли и постукивает по рельсам деревянным молотком, чтобы освободить рельсовую плеть, зажатую костылями, и помогает переносить разгоночный прибор с одной нити на другую или снимать его для пропуска поезда; девятый и десятый монтеры пути по мере перемещения рельсов и ликвидации разрывов снимают вкладыши и заменяют в стыках разрыва инвентарные накладки на обычные, плотно сболчивая стыки; одиннадцатый и двенадцатый монтеры закрепляют ослабленные ранее болты во всех остальных стыках плети и устанавливают пружинные противоугоны.
Затем бригада разбивается на две группы, которые передвигают стыковые и предстыковые шпалы в стыках, занявших новое положение в результате сдвижки рельсовых нитей при разгонке. Сдвинутые шпалы в новом положении тщательно подбиваются.
При работе одним разгоночным прибором после передвижки рельсов одной рельсовой плети последовательно перемещают рельсы противоположной нити этой же плети. Лучше разгонку зазоров вести одновременно на обеих нитях двумя гидравлическими приборами, но для этого необходима бригада в составе 24 чел.
Путь к концу рабочего дня приводят в состояние, обеспечивающее пропуск поездов с установленной скоростью: стыки заболчивают, ослабленные гайки стыковых болтов плотно затягивают, костыли добивают, прозорники-прокладки снимают и путь проверяют по ширине колеи, уровню и направлению в плане.
Термины «разрядка», «температурные напряжения» более 40 лет употребляются в нормативно-технической документации, по бесстыковому пути. Эти термины не вполне точно отражают фактическую картину напряженно-деформированного состояния бесстыкового пути. Слово «разрядка» предполагает полное снятие продольной силы или, что то же самое, напряжений от продольной силы в рельсовых плетях. Фактически большая часть работ по так называемой «разрядке» производится без полного снятия продольных сил, т.е. производится перезакрепление рельсовой плети на новую температуру.
Таким образом, проще, удобнее и точнее заменить всюду термин «разрядка» на термин «перезакрепление», который также укоренился в документах и часто дублирует термин «разрядка». Термин «температурные напряжения», также везде, кроме расчета на прочность, точнее заменить на термин «температурная сила».
Работа по перезакреплению рельсовой плети почти всегда связана с необходимостью повысить температуру закрепления, чтобы обеспечить устойчивость бесстыкового пути во время работ, в процессе которых ослабляется связь рельсошпальной решетки с балластом.
До 1991 г. в технических условиях на укладку и содержание бесстыкового пути существовало требование в некоторых случаях осуществлять работы по так называемой «сезонной разрядке напряжений». В действующих ТУ-2000, как и в ТУ-91, это требование снято в связи с тем, что такая работа чаще только ухудшала условия эксплуатации бесстыкового пути, создавая по длине рельсовых плетей неопределенное напряженно-деформированное состояние.
Иногда из-за малых погонных сопротивлений продольным перемещениям на концевых участках рельсовых плетей бесстыкового пути путейцам в зимнее время приходится заменять уравнительные рельсы на удлиненные, чтобы избежать большого раскрытия зазора и последующего среза болтов. Тогда весной при потеплении эти удлиненные рельсы, чтобы обеспечить устойчивость пути необходимо в срочном порядке менять на укороченные. Такую работу иногда ошибочно называют «сезонной разрядкой».
Сезонную регулировку зазоров на уравнительных пролетах можно исключить из практики, если уделять должное внимание содержанию бесстыкового пути на концевых участках. Реально это с успехом осуществимо, если длина рельсовых плетей будет не меньше блок-участка, а лучше — не менее перегона. Наиболее выгодные условия создаются, если все стыки на стрелочных переводах ликвидированы сваркой, а стрелочные переводы также сварены с примыкающими к ним рельсовыми плетями. Прежде, чем сваривать рельсовые плети друг с другом до неограниченной по максимуму длины, их необходимо закрепить при температуре не ниже оптимальной, рекомендованной в ТУ-2000.
При закреплении рельсовой плети во время ее надвижки на подкладки, если была зафиксирована оптимальная температура, последующее ее перезакрепление, как правило, не требуется.
Закрепление рельсовой плети во время низкой температуры, требует последующего перезакрепления с целью ввода в оптимальный температурный режим эксплуатации. В этом случае до перезакрепления и сварки плетей друг с другом обычно удобнее иметь плети длиной до 800 м, что дает возможность относительно небольшими бригадами монтеров осуществить последующее перезакрепление в непродолжительные «окна». При достаточно больших «окнах» не исключены варианты последующего перезакрепления уже сваренных и надвинутых на подкладки плетей длиной до нескольких километров. В этом случае единовременные трудозатраты на работу по перезакреплению возрастают, но на единицу длины пути уменьшаются.
Если рельсовая плеть нагревается солнечным теплом, перезакрепление следует проводить при разнице температуры рельсов с температурой предыдущего закрепления минимум на 5 °С больше At. До раскрепления плети, через каждые 50 м наносят нулевые риски на подошве рельса против ребра подкладок.
В любом случае общее удлинение А/ перезакрепляемой плети рассчитывается по формуле: Δl=аlΔt, где l — перезакрепляемая длина плети; Δt — желаемое изменение температуры закрепления (как правило, в сторону повышения).
На одном или обоих концах перезакрепляемой плети рельсовые вставки меняют на новые, укороченные на Δl. Раскрепление плети начинают с одного или сразу с двух концов плети. Если число монтеров в бригаде ограничено, можно в одно «окно» перезакрепить не всю плеть, а ее половину или какую-то часть, а в следующее «окно» остальную часть плети, начиная с другого конца.
При этом важно проконтролировать и обеспечить удлинение каждой 50-метровой части плети на расчетную величину. Необходимо иметь ввиду, что при раскреплении плети на ее концах 50-метровые участки удлинятся на величины большие, чем Δl50= аl50Δl, а в середине на меньшую величину. Затем, когда торцы раскрепляемой рельсовой плети упрутся в торцы примыкающих закрепленных плетей, произойдет укорочение 50-метровых участков на концах плети. При этом удлинение на всех 50-метровых участках выравняется до расчетной величины на всем протяжении перезакрепляемой плети. Можно допустить отступление от необходимой величины А/, обеспечив при этом, чтобы фактическое удлинение плети А/ отличалось от расчетной величины не более, чем на ±2 мм. Если не произвести этого выравнивания, концевые участки окажутся закрепленными при высокой температуре, а средние — при прежней или недопустимо низкой.
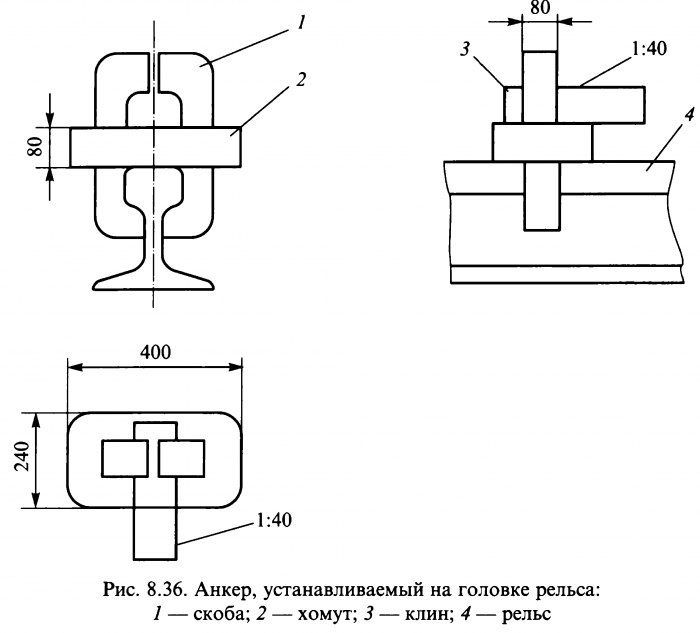
Для того, чтобы облегчить выравнивание, необходимо встряхнуть рельсовую плеть с помощью ударного разгоночного прибора. Рельсовую плеть встряхивают ударами рельсовой рубки (с катками и рукоятками) по анкеру, установленному заранее на головке рельса (рис. 8.36) на границе участков с недостаточным и избыточным удлинением. Удары направляют в сторону избыточных удлинений плети.
В книгу учета записывается новая температура закрепления, соответствующая фактическому ее изменению на Δt =Δl50/(al50) на каждом 50-метровом участке, или средняя температура на каждом пикете. Измерение температуры рельсов необходимо для контроля соответствия фактической температуры расчетной.
На промежуточном скреплении типа КБ перезакрепление может производиться без перерыва в движении поездов с выдачей предупреждений об ограничении скорости до 25 км/ч. В этом случае в накладках на концах удлиняющейся плети устанавливают вкладыши, которые по мере удлинения своевременно меняют на более короткие до полного их изъятия так, чтобы они не были зажаты между торцами плетей и чтобы не пришлось вырезать вкладыши с помощью газовой горелки.
Для уменьшения погонных сопротивлений с целью ускорения выравнивания относительных удлинений на каждой 50-метровой части плети, на каждой 15-й шпале на резиновые прокладки под рельсы устанавливают прокладки, снижающие сопротивление перемещению (полиэтиленовые или из другого материала с низким коэффициентом трения).
Перезакреплением можно назвать и принудительный ввод рельсовых плетей бесстыкового пути в оптимальную (желаемую) температуру закрепления. Принудительный ввод осуществляется созданием желаемых удлинений, соответствующих разнице предыдущей и новой температуры закрепления, с помощью искусственного нагрева рельсов, например, нагревательным устройством Зубова (Горьковская ж.д.) или растяжением их с помощью ГНУ При нагреве или силовом растяжении, как и в случае естественного нагрева, рельсовую плеть раскрепляют начиная с концов: заменяют рельсовую вставку или уравнительный рельс на укороченный по расчету, аналогичному приведенному выше.
Нагрев ведут начиная с середины раскрепленной полуплети или с одного из ее концов, если перезакрепляется сразу вся плеть. При нагреве трудность обычно заключается в обеспечении расчетного удлинения первой 50-метровой части рельсовой плети, так как остальная (ненагретая) часть плети находится на подкладках с прилипшими к подошве рельса прокладками и оказывает большое сопротивление продольным перемещениям. Чтобы сдвинуть ненагретую часть, приходится значительно перегревать первые 50 м и одновременно ударным разгоночным прибором встряхивать плеть, направляя удары в сторону конца, на котором должно произойти расчетное удлинение раскрепленной части плети. Когда произойдет желаемое удлинение плети, риски на подошве рельса займут расчетное положение. При продолжающемся подогреве эта 50-метровая часть плети немедленно закрепляется болтами на шпалах, а нагревательное устройство перемещается на следующий 50-метровый участок. Дальнейший процесс перезакрепления плети с подогревом обычно идет без особых проблем. Необходимо только следить, чтобы подошва удлиняемых нагревом рельсов не заклинивалась в подкладках, и прокладки оставались бы на подкладках до закрепления рельсов на шпалах болтами промежуточного скрепления.
В конце, последний 50-метровый участок плети, как и первый, следует держать подогретым (не давая ему остыть) до тех пор, пока не будут поставлены и закреплены не только болты промежуточного скрепления, но и стыковые болты с обеспечением нулевых зазоров. После прекращения нагрева под действием продольной растягивающей силы, возникший при охлаждении зазор раскроется на расчетную величину. Величина этого зазора будет зависеть от разницы температур и от погонных сопротивлений продольным перемещениям.
Натяжение с применением ГНУ раскрепленной плети или ее части (полуплети) также следует производить на бесстыковом пути, где щебеночный балласт уплотнен ДСП. Это требование в случае применения ГНУ следует считать более категорическим, чем в случае искусственного подогрева. В отличие от перезакрепления с искусственным подогревом, до установки ГНУ на примыкающем конце пути к растягиваемой плети необходимо создать анкерные участки, которые должны служить для восприятия создаваемых ГНУ продольных сил. На пути, не уплотненном динамическим стабилизатором (ДСП), Δt достаточно велико и анкерные участки окажутся настолько большими, что проведение такого технологического процесса станет нерациональным. Кроме того, что фронт и трудоемкость неоправданных работ на нестабилизированном пути весьма велики, на анкерном участке большой длины, начиная от конца, где крепятся захваты ГНУ, происходят большие продольные перемещения шпал в балласте. Эти перемещения влекут за собой перекос и кантование шпал, которые вызывают остаточные деформации во всех элементах промежуточных скреплений, что значительно сокращает сроки их службы. В связи с этим установленное предельное усилие F на одну рельсовую нить не должно превышать 700 кН, это означает, что с помощью ГНУ можно изменить температуру закрепления не более, чем на 30 °С.
Если участок пути, служащий анкером, уплотнен ДСП, т.е. погонное сопротивление r=12 кН/м, то его длина 1а при максимальной разнице Δt=30 °С составит:
Такое перемещение можно считать допустимым.
Если же путь стабилизирован, но балласт не уплотнен ДСП, то l = 100—120 м, а перемещение шпал λ= 18—20 мм, что уже много и нежелательно. На нестабилизированном пути l=200—250 м перемещение шпал λ=36—40 мм, что явно недопустимо. На смерзшемся балласте 1а и λ могут быть в 2 раза меньшими, чем на пути, уплотненном ДСП. Однако в мороз максимально возможная разница в температуре закрепления 30 °С чаще всего окажется недостаточной, чтобы обеспечить перезакрепление на температуру в пределах оптимального интервала.
В случае применения ГНУ также требуется применение ударного разгоночного прибора, чтобы сорвать подошву рельсов с прилипших прокладок и достичь на каждом 50-метровом участке расчетного удлинения, особенно на конце плети противоположном тому, где устанавливают ГНУ На концах также до снятия ГНУ следует установить минимальные, лучше нулевые зазоры.
Иногда возникает необходимость перезакрепить рельсовую плеть на ограниченном участке плети в ее середине. Это требуется тогда, когда в середине плети возникло местное увеличение продольной силы (растягивающей или сжимающей) из-за производства работ или из-за угона пути.
Наибольшее местное отступление от установленного температурного режима возникает при работе машины с подрезным ножом, например, ЩОМ-4. В начале работы происходит отклонение температуры закрепления на 15 °С в сторону ее повышения, а в конце — на 15 °С в сторону понижения. С учетом этого в ТУ-2000 (см. табл. 4.4) установлены допустимые отступления от температуры закрепления во время работы машин. Изменение температуры закрепления в сторону повышения не опасно и в процессе эксплуатации до наступления морозов практически исчезает в результате самоперераспределения вдоль рельсовой плети. Изменение же температуры закрепления в сторону ее понижения может вызвать выброс.
Если нарушены требования ТУ-2000 (табл. 4.4), то выброс может произойти в конце работы машины. Потеря устойчивости бесстыкового пути может произойти после работы машины, если требования таблицы 4.4 не нарушены, а температура рельсов возросла. Чтобы этого не произошло, в ТУ-2000 (см. табл. 4.5) даны длины ограниченных участков (от 60 до 150 м), на которых требуется произвести перезакрепление после работы щебнеочистительной машины с подрезным ножом.
Перезакрепление на ограниченном участке бесстыкового пути требуется производить при работах, связанных с восстановлением рельсовых плетей контактной сваркой. На угоняемом участке такое перезакрепление можно произвести только после прекращения процесса угона. При значительном угоне для ввода рельсовой плети в оптимальный интервал может потребоваться ее разрезка на части до 1000 м. Затем, после ликвидации причин угона и закрепления плетей при оптимальной температуре, следует возобновить их соединение сваркой.
На концевых 150 — 200-метровых участках при высокой температуре закрепления с целью предотвращения образования больших зазоров зимой может потребоваться перезакрепление плети на более низкую температуру в пределах оптимального интервала. При первоначальном закреплении плети во время высоких температур на ее конце в путь укладывают укороченный рельс (например, 12, 46 м) и в запасе нормальный (12, 50 м) рельс. При понижении температуры укорченный рельс на конце плети заменяют на нормальный, создавая при этом нулевой зазор.
Чтобы получить нулевые зазоры, перед сменой рельсов нужно осторожно раскреплять конец с остановкой до того момента, пока впритирку не станет возможным вставить новый рельс взамен укороченного, после чего сразу закрепляют стыковые болты с максимальной затяжкой.
Admin добавил 07.06.2011 в 13:31
Вы можете дополнить или изменить данную статью, нажав кнопку Редактор
Разрядка внутренних температурных напряжений в рельсовых плетях производится: при вводе в расчетный интервал температур рельсовых плетей, уложенных (или сваренных) вне расчетного интервала; накануне выполнения путевых работ, уменьшающих боковую устойчивость бесстыкового пути в летнее время года, например, при сплошной очистке щебеночного балласта щебнеочистительной машиной, сплошной выправке пути с подъемкой и др., производимых при температуре рельсов, превышающей допустимую; при обнаружении признаков, могущих привести к потере устойчивости бесстыкового пути в процессе эксплуатации, например, при внезапном появлении угла (углов) в плане в жаркую летнюю погоду; после окончательного восстановления целостности рельсовой плети, если ее сваривали за пределами расчетного температурного интервала, и т.д.
Термин «разрядка температурных напряжений» не всегда точно отражает фактическую картину изменения температурного состояния плети. Термин «разрядка» предполагает полное снятие продольной температурной силы или, что то же самое, напряжений от продольной температурной силы в рельсовых плетях. Такое снятие температурных напряжений происходит при полном перезакреплении плетей. Однако фактически чаще перезакрепляется не вся плеть, а ее часть. Так, например, при наличии подвижек рисок на «маячных» шпалах в средней части плети перезакрепляется только та часть плети, на которой имеется смещение рисок. При этом общая длина плети не изменяется, а только перераспределяются температурные напряжения по плети. Такую работу правильнее называть регулировкой температурных напряжений.
Иногда из-за малых погонных сопротивлений продольным перемещениям на концевых участках рельсовых плетей в зимнее время приходится заменять уравнительные рельсы на удлиненные, чтобы избежать большого раскрытия зазора и последующего среза болтов. Тогда весной при потеплении эти удлиненные рельсы необходимо менять на укороченные, чтобы обеспечить устойчивость пути. Такую работу также ошибочно иногда назы-вают «сезонной разрядкой».
При закреплении рельсовой плети во время ее надвижки на подкладки, если была зафиксирована оптимальная температура, последующее ее перезакрепление, как правило, не требуется.
Закрепление рельсовой плети во время низкой температуры, требует последующего перезакрепления с целью ввода в оптимальный режим эксплуатации. В этом случае до перезакрепления и сварки плетей друг с другом обычно удобнее иметь плети длиной до 800м, что дает возможность осуществить последующее перезакрепдение в непродолжительные «окна».
Перед началом освобождения рельсовой плети должна быть обеспечена возможность свободного перемещения ее концов, для чего необходимо при ожидаемом удлинении плетей снять или сдвинуть примыкающие к концам плети уравнительные рельсы, а при ожидаемом укорочении рельсовых плетей снять накладки.
Величина удлинения или укорочения плети (уравнительных рельсов) ∆L, мм, уложенной при температуре вне расчетного интервала, при вводе ее в расчетный интервал температур (разрядке температурных напряжений) определяется по формуле
где L – длина плети, м; tз – расчетная температура рельсов при закреплении плети на постоянный режим работы, °С; tу – температура рельсовой плети в момент ее первоначальной укладки, °С; 0,0118 – коэффициент температурно-го расширения рельсовой стали.
При работах по вводу плетей в расчетный интервал температур должны быть соблюдены требования по равномерности распределения внутренних температурных напряжений по длине каждой плети и плетей по одной и дру-гой рельсовой нитям (разница в температурах плети по ее длине за период закрепления на постоянный температурный режим работы должна быть не более 5°С, а в температурах плетей по одной и другой нитям – не более 10°С).
Возможны два варианта работ по вводу плетей (разрядке в них тем-пературных напряжений) в расчетный интервал температур: раскрепление плети, начиная с одного ее конца, сопровождаемое сменой уравнительных рельсов (или рельса) с этого же конца; одновременное раскрепление плети с двух сторон, начиная с ее концов, сопровождаемое необходимостью смены уравнительных рельсов с обоих концов плети.
После замены уравнительных рельсов плети освобождают от закрепле-ния. Гайки нужно отвинчивать на всей длине плети или участка, требующих разрядки, так, чтобы обеспечить возможность укладки под рельсы роликов или скользящих пар и в то же время не допустить выхода подошвы рельса из реборд подкладок.
Внимание! Раскрепление плети всегда производится в направле-нии от стыков к середине плети (или противоположному концу) во из-бежание выброса плети во время производства работ и травмирования работников.
При ожидаемом укорочении плетей разрядка температурных напряже-нии начинается с освобождения плетей от закрепления (со стороны заменяе-мых уравнительных рельсов). Замена уравнительных рельсов производится после полного укорочения плетей.
Для уменьшения сил трения плети по подкладкам применяют либо подвесные ролики, конструкция которых не препятствует пропуску поездов, либо скользящие пары или катучие опоры (установка катучих опор произво-дится в «окно», до закрытия движения поездов она не допускается), которые устанавливаются не реже чем на каждой 15 шпале. После вывески плети она встряхивается ударным прибором
При несоответствии изменения длины плети расчетным значениям или неравномерном смещении промежуточных рисок (через 50м) определяются и устраняются причины, препятствующие полному снятию напряжений: не-достаточно ослабленные болты, перекошенные подкладки, недовывешенные плети на опорах. Особое внимание этим обстоятельствам уделяется при вы-полнении работ в кривых участках. Если после устранения указанных причин не удается получить расчетное изменение длины плети как в целом, так и в промежуточных контрольных сечениях, необходимо встряхнуть рельсовую плеть с помощью ударного разгоночного прибора Удары производят по ан-керу, установленному заранее на головку рельса на границе участков с не-достаточным и избыточным удлинением. Удары направляют в сторону избы-точных удлинений плети.
Во время разрядки напряжений в рельсовых плетях необходимо попут-но выполнять профилактические работы, относящиеся к текущему содер-жанию пути: до ослабления гаек смазывать резьбу болтов, перед завинчива-нием гаек заменять изношенные и выправлять сместившиеся подрельсовые и нашпальные прокладки, заменять дефектные гайки, болты, шайбы, под-кладки.
Сразу же после окончания разрядки напряжений рельсовая плеть должна быть снова закреплена. Для более точного фиксирования температу-ры необходимо закреплять рельсовую плеть как можно быстрее. Для этого плеть сначала закрепляют на каждой пятой шпале, затем на остальных шпа-лах подряд.
На время разрядки температурных напряжений в зависимости от орга-низации работ участок должен быть огражден сигналами в соответствии с Инструкцией по обеспечению безопасности движения поездов при производ-стве путевых работ.
На время разрядки с помощью скользящих пар на поезда должны вы-даваться предупреждения о снижении скорости движения до 25 км/ч, на мос-тах и в тоннелях – до 15 км/ч. При этом клеммы не снимаются.
Работами по разрядке напряжений должен руководить работник по должности не ниже дорожного мастера.
В длинных плетях возможна лишь регулировка напряжений. В исклю-чительных случаях, при необходимости выполнения работы, требующей полного снятия напряжений, длинные плети следует разрезать на короткие и разрядить их. После проведения необходимой работы надо восстановить оп-тимальную температуру закрепления плетей и сварить их в длинные плети.
Разрядка температурных напряжений в плетях бесстыкового пути
Термины «разрядка», «температурные напряжения» более 40 лет употребляются в нормативно-технической документации, по бесстыковому пути. Эти термины не вполне точно отражают фактическую картину напряженно-деформированного состояния бесстыкового пути. Слово «разрядка» предполагает полное снятие продольной силы или, что то же самое, напряжений от продольной силы в рельсовых плетях. Фактически большая часть работ по так называемой «разрядке» производится без полного снятия продольных сил, т.е. производится перезакрепление рельсовой плети на новую температуру.
Таким образом, проще, удобнее и точнее заменить всюду термин «разрядка» на термин «перезакрепление», который также укоренился в документах и часто дублирует термин «разрядка». Термин «температурные напряжения», также везде, кроме расчета на прочность, точнее заменить на термин «температурная сила».
Работа по перезакреплению рельсовой плети почти всегда связана с необходимостью повысить температуру закрепления, чтобы обеспечить устойчивость бесстыкового пути во время работ, в процессе которых ослабляется связь рельсошпальной решетки с балластом.
До 1991 г. в технических условиях на укладку и содержание бесстыкового пути существовало требование в некоторых случаях осуществлять работы по так называемой «сезонной разрядке напряжений». В действующих ТУ-2000, как и в ТУ-91, это требование снято в связи с тем, что такая работа чаще только ухудшала условия эксплуатации бесстыкового пути, создавая по длине рельсовых плетей неопределенное напряженно-деформированное состояние.
Иногда из-за малых погонных сопротивлений продольным перемещениям на концевых участках рельсовых плетей бесстыкового пути путейцам в зимнее время приходится заменять уравнительные рельсы на удлиненные, чтобы избежать большого раскрытия зазора и последующего среза болтов. Тогда весной при потеплении эти удлиненные рельсы, чтобы обеспечить устойчивость пути необходимо в срочном порядке менять на укороченные. Такую работу иногда ошибочно называют «сезонной разрядкой».
Сезонную регулировку зазоров на уравнительных пролетах можно исключить из практики, если уделять должное внимание содержанию бесстыкового пути на концевых участках. Реально это с успехом осуществимо, если длина рельсовых плетей будет не меньше блок-участка, а лучше — не менее перегона. Наиболее выгодные условия создаются, если все стыки на стрелочных переводах ликвидированы сваркой, а стрелочные переводы также сварены с примыкающими к ним рельсовыми плетями. Прежде, чем сваривать рельсовые плети друг с другом до неограниченной по максимуму длины, их необходимо закрепить при температуре не ниже оптимальной, рекомендованной в ТУ-2000.
При закреплении рельсовой плети во время ее надвижки на подкладки, если была зафиксирована оптимальная температура, последующее ее перезакрепление, как правило, не требуется.
Закрепление рельсовой плети во время низкой температуры, требует последующего перезакрепления с целью ввода в оптимальный температурный режим эксплуатации. В этом случае до перезакрепления и сварки плетей друг с другом обычно удобнее иметь плети длиной до 800 м, что дает возможность относительно небольшими бригадами монтеров осуществить последующее перезакрепление в непродолжительные «окна». При достаточно больших «окнах» не исключены варианты последующего перезакрепления уже сваренных и надвинутых на подкладки плетей длиной до нескольких километров. В этом случае единовременные трудозатраты на работу по перезакреплению возрастают, но на единицу длины пути уменьшаются.
Если рельсовая плеть нагревается солнечным теплом, перезакрепление следует проводить при разнице температуры рельсов с температурой предыдущего закрепления минимум на 5 °С больше At. До раскрепления плети, через каждые 50 м наносят нулевые риски на подошве рельса против ребра подкладок.
В любом случае общее удлинение А/ перезакрепляемой плети рассчитывается по формуле: Δl=аlΔt, где l — перезакрепляемая длина плети; Δt — желаемое изменение температуры закрепления (как правило, в сторону повышения).
На одном или обоих концах перезакрепляемой плети рельсовые вставки меняют на новые, укороченные на Δl. Раскрепление плети начинают с одного или сразу с двух концов плети. Если число монтеров в бригаде ограничено, можно в одно «окно» перезакрепить не всю плеть, а ее половину или какую-то часть, а в следующее «окно» остальную часть плети, начиная с другого конца.
При этом важно проконтролировать и обеспечить удлинение каждой 50-метровой части плети на расчетную величину. Необходимо иметь ввиду, что при раскреплении плети на ее концах 50-метровые участки удлинятся на величины большие, чем Δl50= аl50Δl, а в середине на меньшую величину. Затем, когда торцы раскрепляемой рельсовой плети упрутся в торцы примыкающих закрепленных плетей, произойдет укорочение 50-метровых участков на концах плети. При этом удлинение на всех 50-метровых участках выравняется до расчетной величины на всем протяжении перезакрепляемой плети. Можно допустить отступление от необходимой величины А/, обеспечив при этом, чтобы фактическое удлинение плети А/ отличалось от расчетной величины не более, чем на ±2 мм. Если не произвести этого выравнивания, концевые участки окажутся закрепленными при высокой температуре, а средние — при прежней или недопустимо низкой.
Для того, чтобы облегчить выравнивание, необходимо встряхнуть рельсовую плеть с помощью ударного разгоночного прибора. Рельсовую плеть встряхивают ударами рельсовой рубки (с катками и рукоятками) по анкеру, установленному заранее на головке рельса (рис. 8.36) на границе участков с недостаточным и избыточным удлинением. Удары направляют в сторону избыточных удлинений плети.
В книгу учета записывается новая температура закрепления, соответствующая фактическому ее изменению на Δt =Δl50/(al50) на каждом 50-метровом участке, или средняя температура на каждом пикете. Измерение температуры рельсов необходимо для контроля соответствия фактической температуры расчетной.
На промежуточном скреплении типа КБ перезакрепление может производиться без перерыва в движении поездов с выдачей предупреждений об ограничении скорости до 25 км/ч. В этом случае в накладках на концах удлиняющейся плети устанавливают вкладыши, которые по мере удлинения своевременно меняют на более короткие до полного их изъятия так, чтобы они не были зажаты между торцами плетей и чтобы не пришлось вырезать вкладыши с помощью газовой горелки.
Для уменьшения погонных сопротивлений с целью ускорения выравнивания относительных удлинений на каждой 50-метровой части плети, на каждой 15-й шпале на резиновые прокладки под рельсы устанавливают прокладки, снижающие сопротивление перемещению (полиэтиленовые или из другого материала с низким коэффициентом трения).
Перезакреплением можно назвать и принудительный ввод рельсовых плетей бесстыкового пути в оптимальную (желаемую) температуру закрепления. Принудительный ввод осуществляется созданием желаемых удлинений, соответствующих разнице предыдущей и новой температуры закрепления, с помощью искусственного нагрева рельсов, например, нагревательным устройством Зубова (Горьковская ж.д.) или растяжением их с помощью ГНУ При нагреве или силовом растяжении, как и в случае естественного нагрева, рельсовую плеть раскрепляют начиная с концов: заменяют рельсовую вставку или уравнительный рельс на укороченный по расчету, аналогичному приведенному выше.
Нагрев ведут начиная с середины раскрепленной полуплети или с одного из ее концов, если перезакрепляется сразу вся плеть. При нагреве трудность обычно заключается в обеспечении расчетного удлинения первой 50-метровой части рельсовой плети, так как остальная (ненагретая) часть плети находится на подкладках с прилипшими к подошве рельса прокладками и оказывает большое сопротивление продольным перемещениям. Чтобы сдвинуть ненагретую часть, приходится значительно перегревать первые 50 м и одновременно ударным разгоночным прибором встряхивать плеть, направляя удары в сторону конца, на котором должно произойти расчетное удлинение раскрепленной части плети. Когда произойдет желаемое удлинение плети, риски на подошве рельса займут расчетное положение. При продолжающемся подогреве эта 50-метровая часть плети немедленно закрепляется болтами на шпалах, а нагревательное устройство перемещается на следующий 50-метровый участок. Дальнейший процесс перезакрепления плети с подогревом обычно идет без особых проблем. Необходимо только следить, чтобы подошва удлиняемых нагревом рельсов не заклинивалась в подкладках, и прокладки оставались бы на подкладках до закрепления рельсов на шпалах болтами промежуточного скрепления.
В конце, последний 50-метровый участок плети, как и первый, следует держать подогретым (не давая ему остыть) до тех пор, пока не будут поставлены и закреплены не только болты промежуточного скрепления, но и стыковые болты с обеспечением нулевых зазоров. После прекращения нагрева под действием продольной растягивающей силы, возникший при охлаждении зазор раскроется на расчетную величину. Величина этого зазора будет зависеть от разницы температур и от погонных сопротивлений продольным перемещениям.
Натяжение с применением ГНУ раскрепленной плети или ее части (полуплети) также следует производить на бесстыковом пути, где щебеночный балласт уплотнен ДСП. Это требование в случае применения ГНУ следует считать более категорическим, чем в случае искусственного подогрева. В отличие от перезакрепления с искусственным подогревом, до установки ГНУ на примыкающем конце пути к растягиваемой плети необходимо создать анкерные участки, которые должны служить для восприятия создаваемых ГНУ продольных сил. На пути, не уплотненном динамическим стабилизатором (ДСП), Δt достаточно велико и анкерные участки окажутся настолько большими, что проведение такого технологического процесса станет нерациональным. Кроме того, что фронт и трудоемкость неоправданных работ на нестабилизированном пути весьма велики, на анкерном участке большой длины, начиная от конца, где крепятся захваты ГНУ, происходят большие продольные перемещения шпал в балласте. Эти перемещения влекут за собой перекос и кантование шпал, которые вызывают остаточные деформации во всех элементах промежуточных скреплений, что значительно сокращает сроки их службы. В связи с этим установленное предельное усилие F на одну рельсовую нить не должно превышать 700 кН, это означает, что с помощью ГНУ можно изменить температуру закрепления не более, чем на 30 °С.
Если участок пути, служащий анкером, уплотнен ДСП, т.е. погонное сопротивление r=12 кН/м, то его длина 1а при максимальной разнице Δt=30 °С составит:
Такое перемещение можно считать допустимым.
Если же путь стабилизирован, но балласт не уплотнен ДСП, то l = 100—120 м, а перемещение шпал λ= 18—20 мм, что уже много и нежелательно. На нестабилизированном пути l=200—250 м перемещение шпал λ=36—40 мм, что явно недопустимо. На смерзшемся балласте 1а и λ могут быть в 2 раза меньшими, чем на пути, уплотненном ДСП. Однако в мороз максимально возможная разница в температуре закрепления 30 °С чаще всего окажется недостаточной, чтобы обеспечить перезакрепление на температуру в пределах оптимального интервала.
В случае применения ГНУ также требуется применение ударного разгоночного прибора, чтобы сорвать подошву рельсов с прилипших прокладок и достичь на каждом 50-метровом участке расчетного удлинения, особенно на конце плети противоположном тому, где устанавливают ГНУ На концах также до снятия ГНУ следует установить минимальные, лучше нулевые зазоры.
Иногда возникает необходимость перезакрепить рельсовую плеть на ограниченном участке плети в ее середине. Это требуется тогда, когда в середине плети возникло местное увеличение продольной силы (растягивающей или сжимающей) из-за производства работ или из-за угона пути.
Наибольшее местное отступление от установленного температурного режима возникает при работе машины с подрезным ножом, например, ЩОМ-4. В начале работы происходит отклонение температуры закрепления на 15 °С в сторону ее повышения, а в конце — на 15 °С в сторону понижения. С учетом этого в ТУ-2000 (см. табл. 4.4) установлены допустимые отступления от температуры закрепления во время работы машин. Изменение температуры закрепления в сторону повышения не опасно и в процессе эксплуатации до наступления морозов практически исчезает в результате самоперераспределения вдоль рельсовой плети. Изменение же температуры закрепления в сторону ее понижения может вызвать выброс.
Если нарушены требования ТУ-2000 (табл. 4.4), то выброс может произойти в конце работы машины. Потеря устойчивости бесстыкового пути может произойти после работы машины, если требования таблицы 4.4 не нарушены, а температура рельсов возросла. Чтобы этого не произошло, в ТУ-2000 (см. табл. 4.5) даны длины ограниченных участков (от 60 до 150 м), на которых требуется произвести перезакрепление после работы щебнеочистительной машины с подрезным ножом.
Перезакрепление на ограниченном участке бесстыкового пути требуется производить при работах, связанных с восстановлением рельсовых плетей контактной сваркой. На угоняемом участке такое перезакрепление можно произвести только после прекращения процесса угона. При значительном угоне для ввода рельсовой плети в оптимальный интервал может потребоваться ее разрезка на части до 1000 м. Затем, после ликвидации причин угона и закрепления плетей при оптимальной температуре, следует возобновить их соединение сваркой.
На концевых 150 — 200-метровых участках при высокой температуре закрепления с целью предотвращения образования больших зазоров зимой может потребоваться перезакрепление плети на более низкую температуру в пределах оптимального интервала. При первоначальном закреплении плети во время высоких температур на ее конце в путь укладывают укороченный рельс (например, 12, 46 м) и в запасе нормальный (12, 50 м) рельс. При понижении температуры укорченный рельс на конце плети заменяют на нормальный, создавая при этом нулевой зазор.
Чтобы получить нулевые зазоры, перед сменой рельсов нужно осторожно раскреплять конец с остановкой до того момента, пока впритирку не станет возможным вставить новый рельс взамен укороченного, после чего сразу закрепляют стыковые болты с максимальной затяжкой.
Admin добавил 07.06.2011 в 13:31
Вы можете дополнить или изменить данную статью, нажав кнопку Редактор
Powered by vBulletin® Version 3.8.1
Copyright ©2000 - 2022, Jelsoft Enterprises Ltd. Перевод: zCarot
Обнаружив трещину в рельсовой плети или сквозной поперечный излом с зазором до 25 мм, производят краткосрочное восстановление плети, чтобы не прекращать движение поездов. Для краткосрочного восстановления рельсовой плети ее концы в месте излома перекрывают типовыми накладками, прочно сжимают их специальными струбцинами и разрешают движение поездов со скоростью не более 25 км/ч на срок не более 3 ч. За местом повреждения в течение этого периода непрерывно наблюдает бригадир пути или специально проинструктированный опытный монтер пути. Работами по краткосрочному восстановлению руководит бригадир пути.
Не разрешается ставить накладки, прикрепленные струбцинами, если трещина или излом вызваны дефектами ЗОВ.2; ЗОГ.2; 50.2; 52.2; 56,3; 60.2 и при обнаружении двух дефектов, расположенных на расстоянии менее 25 м.
Внутреннее повреждение рельсовой плети по дефекту 21.2, обнаруженное дефектоскопом и не превышающее 30% сечения головки, можно перекрывать шестидырными накладками, закрепленными полным комплектом стыков болтов. После закрепления поезда пропускают без ограничения установленной скорости. Это место должно ежедневно осматриваться и периодически проверяться дефектоскопом с целью наблюдения за развитием трещины.
Одновременно с краткосрочным восстановлением плети бригада подвозит к месту излома рельс соответствующего типа, износа и длины. Длина этого рельса выбирается меньше стандартной - от 8 до 11 м. Такая длина рельса удобна тем, что впоследствии при окончательном восстановлении плети сваркой возможно вырезать из нее кусок с болтовыми отверстиями и вварить в плеть рельс стандартной длины.
Место первого пропила выбирают на расстоянии не менее 1 м от края дефекта или излома и не менее 3 м до ближайшего сварного стыка. Место второго пропила определяется длиной выбранного рельса, к которой добавляют величины двух зазоров в стыках по 3 - 4 мм летом в жаркую погоду.
При низких температурах место второго пропила намечают после того, как оба конца плети укоротятся. При высокой температуре, когда рельсовая плеть сжата, полотно рельсорезного станка после небольшого углубления, как правило, заклинивается. Во избежание этого газосваркой вырезают и удаляют из плети небольшой кусок рельса длиной 100 - 200 мм вместе с дефектом. В результате концы рельсовой плети под воздействием температурных сил удлиняются, снимая напряжение в плети, и заклинивание полотна рельсорезного станка не происходит.
Работы по временному восстановлению рельсовой плети производятся бригадой текущего содержания под руководством дорожного мастера. Состав бригады: 6 монтеров пути, газосварщик и бригадир пути.
После ограждения места работы сигналами остановки и установки обходной перемычки газосварщик по указанию дорожного мастера вырезает небольшой кусок рельса вместе с дефектом. Затем дорожный мастер наносит на шейке рельсовой плети риски пропилов. Два монтера устанавливают рельсорезные станки на место пропилов и обрезают рельс. В это. время 4 остальных монтера пути снимают клеммные болты и клеммы на всем протяжении вырезаемого рельса.
Закончив пропилы, монтеры пути, каждый на своем конце плети, просверливают болтовые отверстия. Затем все 6 монтеров пути выкантовывают вырезанный дефектный рельс и надвигают на это место новый рельс. После укладки нового рельса 2 монтера пути устанавливают накладки и сболчивают стыки четырьмя болтами, а 4 монтера устанавливают клеммы и завинчивают гайки клеммных болтов, сварщик приваривает стыковые соединители и снимает обходную перемычку. Бригадир пути проверяет путь по ширине колеи и уровню. Если нет отступления от норм, то по указанию дорожного мастера снимают сигналы остановки, и поезда пропускают по рельсовой плети с установленной скоростью. Затем 2 монтера пути устанавливают в стыках недостающие болты, а остальные монтеры пути подтягивают гайки клеммных болтов на вновь уложенном рельсе. После постановки всех болтов монтеры пути убирают отрезанные куски рельсов, материалы, инструменты и заправляют балластную призму.
Если не требуется снятие напряжения в плети, то предварительная вырезка куска рельса не нужна, и в бригаду не включается газосварщик.
Если излом или трещина в рельсовой плети произошли по дефектам 20.1-2; 21.1-2; ЗОВ.1-2; ЗОГ.1-2; 50.1-2; 52.1-2; 55; 60.1-2, то вырезают полностью весь рельс вместе со сварными швами и зоной влияния сварки на рельсы.
Такое временное восстановление плети не отвечает требованиям нормальной эксплуатации пути и поэтому необходимо в кратчайший срок восстановить целостность плети сваркой.
Окончательное восстановление рельсовой плети производят с помощью передвижной рельсосварочной машины ПРСМ, оборудованной головками К 155, К 255 или К 355.
Рельсовую плеть сваривают, как правило, в расчетном интервале температур, установленном для этой плети. При необходимости сварку можно выполнить и при температуре за пределами этого интервала, но не ниже - 10'С. В этом случае после сварки с наступлением расчетных температур обязательно производят разрядку температурных напряжений в этой рельсовой плети. На время работ по восстановлению рельсовой плети выдается предупреждение об ограничении скорости движения поездов до 25 км/ч.
Для выполнения работ по ввариванию в плеть стандартного (12,5 м) рельса перед «окном» выполняют следующие подготовительные работы. Подвозят рельс длиной 12,5 м того же типа без болтовых отверстий с незакаленными концами и имеющий одинаковую высоту по износу с лежащей в пути плетью; на каждых двух шпалах из трех ослабляют на 3 - 4 оборота гайки клеммных болтов короткой части изломавшейся плети. В месте сварки балласт из шпального ящика удаляют на глубину 30 см. Это позволит снять выдавленный металл и отшлифовать нижнюю часть подошвы рельса. Иногда сдвигают шпалу.
После предоставления «окна» заменяют уравнительный рельс длиной 12,5 м, примыкающий к короткой части изломавшейся плети на укороченный 12,42 м и с помощью разгоночного прибора перемещают короткую часть плети на 80 мм в сторону образовавшегося разрыва. После этого удаляют рельс, уложенный при временном восстановлении плети и отпиливают концы рельсовой плети с болтовыми отверстиями с таким расчетом, чтобы можно было уложить подготовленный для сварки рельс длиной 12,5 м. Шейки на концах свариваемых рельсов должны быть зачищены до металлического блеска с тем, чтобы обеспечить достаточный электрический контакт с губками сварочной машины.
После окончания этих работ машина ПРСМ подходит к первому свариваемому стыку. Сварочную головку машины устанавливают над ним, сваривают плеть с рельсом и обрабатывают первый стык, обрубая грат, пока он не остыл. Так как при сварке одного стыка происходит оплавка концов рельсов размером 40 мм, то до сварки второго стыка короткую часть плети при помощи разгоночного прибора подтягивают до касания с торцом ввариваемого рельса, после чего машина перемещается по переходному мостику к второму стыку и сваривает с рельсом вторую часть плети. При отсутствии переходного мостика необходимо выждать 10 мин и переехать через сваренный первый стык. По окончании сварки второго стыка снимают грат, шлифуют поверхность по всему периметру сечения рельса, а машину отправляют на станцию.
Неровности в местах сварки не должны превышать 0,3 мм. Одновременно по окончании сварки удаляют укороченный (12,42 м) и ставят на место ранее изъятый уравнительный рельс (12,50 м), приваривают стыковые соединители, довертывают гайки клеммных болтов и выполняют остальные работы. Сваренные стыки проверяют ультразвуковым дефектоскопом и открывают перегон для движения первых поездов со скоростью 40 км/ч. После обкатки поездами довертывают гайки клеммных и стыковых болтов и разрешают поездам следовать с установленной скоростью.
Если рельсовая плеть не подтягивается, а сваривается с предварительным местным изгибом, то в подготовительный период примыкаемую рельсовую нить освобождают от закрепления на каждых двух шпалах из трех в зоне ввариваемого рельса и на примыкающем к нему участке протяжением 40 - 50 м. После закрытия перегона удаляют рельс, уложенный при временном восстановлении, и делают вырезы в плети для ввариваемого рельса с учетом дополнительной оплавки концов рельсов при сварке размером 80 мм. Обрезанную и освобожденную от закрепления рельсовую нить изгибают горизонтально с тем, чтобы совместить торцы ввариваемого рельса и плети. После сварки таким способом заключительного стыка стрела изгиба уменьшается. При конечной стреле изгиба 15 см и более после охлаждения в течение 10 мин сварного стыка рельсовую плеть выпрямляют и закрепляют на всех шпалах. После окончания всех работ путь открывают для движения поездов с установленной скоростью.
Читайте также: