
В течении какого времени выполняется временное восстановление целостности рельсовой плети сдо
Обновлено: 26.07.2024
4.5.1 При обнаружении в рельсовой плети опасного дефекта должны быть приняты меры по его устранению и восстановлению целостности плети.
Восстановление производится в два или три этапа, включающих: краткосрочное, временное и окончательное.
4.5.2 При внутренней поперечной трещине в головке (дефекты 20.2, 21.2), если границы трещины по дефекту выходят за середину головки рельса (за вертикальную ось симметрии рельса), или указанные дефекты вышли на поверхность рельса, а также при сквозном поперечном изломе рельса по этим же дефектам и образовавшемся зазоре до 40 мм, для пропуска нескольких поездов может проводиться краткосрочное восстановление плети. Для этого в месте повреждения устанавливают шестидырные накладки, сжатые струбцинами типа ПСС-36, рисунок 4.5 или конструкции ПТКБ ЦП, рисунок 4.7а), по схемам, показанным на рисунке 4.6 и 4.7б, в).
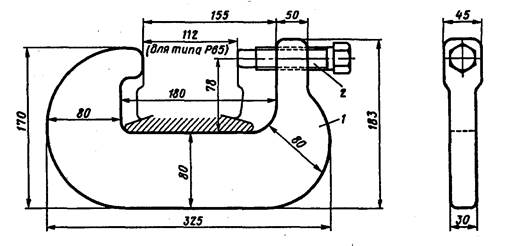
Рисунок 4.5 Одинарная (шириной 70 мм) и двойная (шириной 140 мм) струбцины ПСС-36
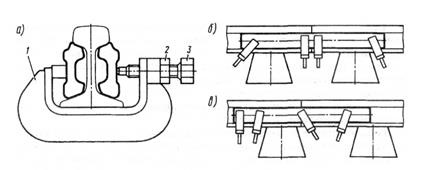
Рисунок 4.6 Схемы установки струбцин ПСС-36: а) при дефекте или изломе плети в середине шпального ящика; б) при дефекте или изломе плети над шпалой

1 – струбцина; 2 – гайка М27; 3 – болт М27
Рисунок 4.7 Струбцина по проекту ПТКБ ЦП (а) и схемы установки струбцин при изломе между шпалами (б)
Струбцины ПСС-36 стягиваются высокопрочными болтами с затяжкой гаек болтов крутящим моментом не менее 1100 Н . м. При затяжке болтов должно производиться обязательное обстукивание накладок молотками. По завершению затяжки гайки болтов струбцин должны быть зафиксированы стопорными скобами. Скорость движения по участку, где произведено краткосрочное восстановление плети с использованием струбцин ПСС-36, при зазоре в месте излома 25 мм и менее, не должна превышать 50 км/ч, а при зазоре более 25 мм (25÷40 мм) – 25 км/ч.
Струбцины ПСС-36 при краткосрочном восстановлении плетей могут находиться в пути не более 3-х часов, в течение которых должно быть организовано временное или окончательное восстановление плети.
При применении струбцин ПТКБ ЦП (рис. 4.7) болты затягиваются крутящим моментом 600 Н . м.
Скорость движения поездов по участку, где краткосрочное восстановление производилось с использованием струбцин ПТКБ ЦП, не должна превышать 25 км/ч, а время нахождения их в пути - не более 3-х часов, в течение которых должно быть организовано временное или окончательное восстановление плети. При этом стык должен находиться под непрерывным наблюдением специально выделенного работника, по должности не ниже монтера пути 4-го разряда, который, как и при струбцинах ПСС-36, должен следить за раскрытием зазора в стыке и в случае превышения им 40 мм остановить движение поездов.
Если трещина или излом произошли по дефектам 24, 25, 26.3, 27.2, 30В.2, 30Г.2, 46.3, 50.2, 55.2, 56.3, 60.2, 66.3, 69, 70.2, 74, 79, 99.1.2.3 или были обнаружены два и более дефекта 20.2, 21.2 между двумя сварными стыками, т.е. на одном рельсе, или при их сквозном изломе образовался зазор более 40 мм, ставить на дефектное место накладки, сжатые струбцинами, запрещается. В этих случаях должно сразу же производиться временное или окончательное восстановление целостности рельсовой плети.
4.5.3 Если внутренняя трещина по дефектам 20.2, 21.2 не выходит на поверхность, а границы ее за середину головки рельса, допускается устанавливать на поврежденное место шестидырные накладки с четырьмя болтами так, чтобы середина накладки совмещалась с дефектом. При этом отверстия под два средних болта не сверлятся во избежание развития дефекта в их сторону. После постановки накладок поезда пропускаются с установленной скоростью. Для повышения крутящего момента затяжки стыковых болтов и снижения интенсивности развития дефекта рекомендуется использовать высокопрочные болты.
Для предотвращения растяжения зазора и среза болтов в случае сквозного излома рельса под накладками на протяжении 50 м в каждую сторону от дефектного места закрепление промежуточных рельсовых скреплений должно соответствовать нормативному значению. Место с дефектом, взятым в накладки, необходимо осматривать при всех проверках пути, стыковые болты, клеммы промежуточных рельсовых скреплений простукивать молоточком, а их болты и шурупы подтягивать до нормативных значений. Рельсы в месте дефекта и на подходах к нему должны тщательно проверяться средствами дефектоскопии.
При выходе трещины по рисунку 20.2, 21.2 на поверхность рельса, или распространении ее за середину головки, а также при сквозном изломе плети, должно быть выполнено временное или окончательное восстановление плети.
4.5.5 Окончательное восстановление заключается в вваривании в рельсовую плеть заранее подготовленного рельса без болтовых отверстий взамен временного. Вваривание рельса производится электроконтактным способом при помощи машины ПРСМ или алюминотермитной сваркой. Наработка тоннажа ввариваемого рельса не должна отличаться от наработки плети более, чем на 100 млн. т брутто.
Работы по восстановлению целостности плетей сваркой машинами ПРСМ производятся по утвержденным технологическим процессам, разработанным в соответствии с требованиями Технологических указаний по восстановлению дефектных рельсовых плетей, приведенных в Приложении 4.
Восстановление целостности плетей алюминотермитной сваркой производится по утвержденным технологическим процессам, разработанным в соответствии с Техническими условиями «Сварка рельсов алюминотермитным методом промежуточного литья» (ТУ 0921-127-01124323-2005) и Приложением 4 настоящей Инструкции.

Восстановление целостности плетей сваркой должно производиться при температуре закрепления плети ±5 0 С.
Если работы выполняются при температуре ниже или выше температуры закрепления, то необходимо восстановить ее температуру закрепления на участке производства работ.
4.5.6 Короткие плети или участки длинных плетей, имеющие на протяжении 800 м более трех, а на протяжении 400 м более двух временно восстановленных мест, как правило, «потеряли» первоначальную температуру закрепления и после восстановления сваркой должны быть перезакреплены с восстановлением оптимальной температуры закрепления.
4.5.7 Постановка накладок на дефектное место и временное восстановление целостности плети должны выполняться под руководством дорожного мастера, а окончательное восстановление сваркой под руководством старшего дорожного мастера - при работе на перегоне или дорожного мастера - при работе на станциях, кроме главных путей.
4.5.8 При восстановлении пути после выброса или сдвига, участки рельсовых плетей в месте наибольшего остаточного искривления должны быть вырезаны и заменены рельсами с соответствующим износом и наработкой.
Основные положения. При поперечных изломах рельсовой плети или при обнаружении в ней дефекта, требующего вырезки по классификации дефектности рельсов НТД/ЦП-1-93, восстановление плети производят в три этапа, соответствующих:
краткосрочному восстановлению (на период до 4 ч), при котором в месте дефекта устанавливают шестидырные накладки со струбцинами (рис. 3.4) и пропускают поезда со скоростью: 40 км/ч - при зазоре в месте излома до 25 мм; 25 км/ч - при зазоре 26-40 мм с постоянным наблюдением за состоянием рельсов в месте излома;
временному восстановлению (до 6 мес.);
окончательному восстановлению (при переводе плети на постоянный режим работы).
 |
| Рис. 3.4. Стыковая струбцина: 1 - скоба струбцины; 2 - зажимной винт |
Разница по высоте и по внутренней грани головки уложенного рельса и плети не должна быть более1 мм; большую разницу устраняют: по высоте - установкой переходных накладок; по горизонтали - шлифовкой боковой грани головки рельса в месте ступеньки.
Перед вырезкой места излома (дефекта) плети тщательно (20-метровой стальной рулеткой) измеряют длину рельса, подлежащего укладке в путь, и соответственно ей устанавливают и фиксируют на головке плети места пропила, если в месте излома имеется зазор. При отсутствии зазора прежде чем выпиливать место излома необходимо на протяжении 20-25 м с обеих сторон от излома закрепить клеммные и закладные болты, затем в месте излома автогеном вырезать кусок рельса длиной 10-15 см с целью снятия внутренних сжимающих усилий в плети для возможности свободного ее обрезания рельсорезным станком. После этого выпиливают и сдвигают в сторону отрезок рельсовой плети в месте дефекта длиной на 4-5мм больше длины подготовленного к укладке рельса с болтовыми отверстиями;
на образовавшихся концах рельсовой плети просверливают отверстия для болтов; в вырезанное место вставляют подготовленный рельс и шестидырными накладками скрепляют с плетью. При этом рекомендуется устанавливать высокопрочные болты с усиленной затяжкой гаек (1000 Н*м).
Полное восстановление изломанной рельсовой плети сваркой с применением рельсосварочной машины ПРСМ. Сварка изломанной рельсовой плети производится в пути рельсосварочной машиной ПРСМ контактным способом.
Работы по сварке плети включают в себя следующие технологические операции:
удаление подкладок на шпалах и частичную вырезку балласта в шпальном ящике, где должна размещаться сварочная головка машины ПРСМ;
вырезание части плети в месте нахождения временно уложенного рельса (вместе с ним); при этом длина вырезаемой части l, мм, определяется из выражения:
l = lвр + 750 + 750,
где lвр - длина уложенного рельса, мм; 750 - длина обрезаемых концов плети, мм;
зачистка обрезанных концов рельсов абразивным инструментом (до металлического блеска);
снятие и ослабление клемм на участке выгибания (или перемещения) плети;
выгибание (или продольное перемещение) плети;
замену вырезанной части рельсовой нити на рельс без болтовых отверстий;
вваривание рельса в плеть;
выравнивание температурных напряжений в рельсовых плетях по обеим рельсовым нитям.
Ввариваемый в плеть рельс без болтовых отверстий должен иметь длину на 80мм больше вырезаемой части и не должен отличаться от плети по высоте и боковому износу головки более допускаемой величины, установленной Инструкцией по текущему содержанию пути. Кроме того, он должен удовлетворять требованиям, предъявляемым к сварке рельсов по условиям термической обработки рельсового металла и иметь наработку тоннажа не выше чем восстанавливаемая плеть.

Технология вварки в плеть рельса может быть двух видов: с частичным раскреплением плети и ее изгибом; с полным раскреплением короткой части плети и ее перемещением.
При вварке рельса с изгибом плети (рис. 3.5) на участке БВ длиной 5 м гайки отвертывают на несколько оборотов, а на участках ЕА и ГД длиной по 50 м клеммные болты, наоборот, закрепляют, чтобы исключить перемещение плети. На участке ВГ длиной 40 м клеммы снимают. Раскрепленную часть плети поднимают над ребордами подкладок и изгибают в горизонтальной плоскости: на прямых участках - в сторону оси пути, а на кривых - в наружную сторону кривой. Изгиб плети заканчивают, когда ее торец совпадает с торцом рельсовой вставки. В процессе сварки изогнутая часть плети постепенно выпрямляется под действием продольного усилия, создаваемого сварочной машиной. При этом по окончании сварки плеть должна оставаться изогнутой; стрела остаточного изгиба, измеряемая в месте наибольшего удаления внутреннего края подошвы изогнутой плети от края реборды подкладки, должна оставаться в пределах 15-30 см; в противном случае сварной стык должен быть забракован и вырезан из плети.
 |
| Рис. 3.5. Схема изгиба рельсовой плети: АБ- вставка; БВ - участок ослабления на три-четыре оборота клеммных болтов; ВГ- участок изгиба плети |
После остывания замыкающего стыка (через 2-3 мин после окончания сварки) оставшуюся изогнутой часть плети выпрямляют приложением поперечного усилия. Постановку клемм и закручивание гаек производят в направлении от замыкающего сварного стыка.
Сдвиг плети на участке ВГ при ее изгибе перед сваркой и при выправлении после сварки должен производиться по металлическим скользунам, равномерно распределенным на участке изгиба; должно быть обеспечено свободное, без большого трения поперечное перемещение плети по ним. Сварные стыки должны быть обозначены несмываемой белой краской на внутренней стороне рельса двумя парами вертикальных полос и взяты на учет в дистанции пути.
Вварка в плеть рельса должна производиться при температуре плети, отличающейся от температуры закрепления не более чем на 5 °С. Если это условие не выполнено, то необходимо перезакрепить плеть при наступлении этой температуры. Вваривают вставки, как правило, при положительных температурах; допускается вварка при температуре не ниже -10 °С.
Работой по окончательному восстановлению плети, лежащей на главном пути, руководит старший дорожный мастер, а на станционном пути - дорожный мастер.
При вварке вставки без изгиба плети перед укладкой в путь рельса без болтовых отверстий (вместо вырезанной дефектной части плети) со стороны короткой части плети в уравнительном пролете заменяют рельс на укороченный; на участке между дефектным местом и уравнительным пролетом ослабляют на три-четыре оборота клеммные болты; с помощью гидравлического натяжного устройства передвигают короткую часть плети в сторону уравнительного пролета на величину, позволяющую уложить в путь подготовленный рельс без болтовых отверстий, имеющий большую длину (с учетом ее уменьшения при сварке) по сравнению с вырезанной дефектной частью плети; после укладки этого рельса в путь производят сварку плети с уложенным рельсом в стыке со стороны длинной части плети. Затем с помощью гидравлического натяжного устройства перемещают короткий конец плети в сторону второго стыка сварки с целью создания необходимого усилия прижатия свариваемых концов рельсов.
Для обеспечения электрического контакта с губками рельсосварочной машины стыкуемые поверхности на концах рельсов должны быть предварительно зачищены до металлического блеска. После сварки грат и выдавленный металл удаляют обрубкой в горячем состоянии по всему периметру сварных стыков и места обрубки шлифуют.
Неровности на поверхности катания в месте сварки рельса не должны превышать 0,3мм на длине 1 м.
Продвижение машины ПРСМ через неостывший сварной стык, имеющий цвет каления, допускается при условии наложения на него специального металлического мостика.
После окончания сварки второго стыка, укороченный рельс в уравнительном пролете заменяют на нормальный.
4.5.1 При обнаружении в рельсовой плети опасного дефекта должны быть приняты меры по его устранению и восстановлению целостности плети.
Восстановление производится в два или три этапа, включающих: краткосрочное, временное и окончательное.
4.5.2 При внутренней поперечной трещине в головке (дефекты 20.2, 21.2), если границы трещины по дефекту выходят за середину головки рельса (за вертикальную ось симметрии рельса), или указанные дефекты вышли на поверхность рельса, а также при сквозном поперечном изломе рельса по этим же дефектам и образовавшемся зазоре до 40 мм, для пропуска нескольких поездов может проводиться краткосрочное восстановление плети. Для этого в месте повреждения устанавливают шестидырные накладки, сжатые струбцинами типа ПСС-36, рисунок 4.5 или конструкции ПТКБ ЦП, рисунок 4.7а), по схемам, показанным на рисунке 4.6 и 4.7б, в).
Рисунок 4.5 Одинарная (шириной 70 мм) и двойная (шириной 140 мм) струбцины ПСС-36
Рисунок 4.6 Схемы установки струбцин ПСС-36: а) при дефекте или изломе плети в середине шпального ящика; б) при дефекте или изломе плети над шпалой
1 – струбцина; 2 – гайка М27; 3 – болт М27
Рисунок 4.7 Струбцина по проекту ПТКБ ЦП (а) и схемы установки струбцин при изломе между шпалами (б)
Струбцины ПСС-36 стягиваются высокопрочными болтами с затяжкой гаек болтов крутящим моментом не менее 1100 Н . м. При затяжке болтов должно производиться обязательное обстукивание накладок молотками. По завершению затяжки гайки болтов струбцин должны быть зафиксированы стопорными скобами. Скорость движения по участку, где произведено краткосрочное восстановление плети с использованием струбцин ПСС-36, при зазоре в месте излома 25 мм и менее, не должна превышать 50 км/ч, а при зазоре более 25 мм (25÷40 мм) – 25 км/ч.
Струбцины ПСС-36 при краткосрочном восстановлении плетей могут находиться в пути не более 3-х часов, в течение которых должно быть организовано временное или окончательное восстановление плети.
При применении струбцин ПТКБ ЦП (рис. 4.7) болты затягиваются крутящим моментом 600 Н . м.
Скорость движения поездов по участку, где краткосрочное восстановление производилось с использованием струбцин ПТКБ ЦП, не должна превышать 25 км/ч, а время нахождения их в пути - не более 3-х часов, в течение которых должно быть организовано временное или окончательное восстановление плети. При этом стык должен находиться под непрерывным наблюдением специально выделенного работника, по должности не ниже монтера пути 4-го разряда, который, как и при струбцинах ПСС-36, должен следить за раскрытием зазора в стыке и в случае превышения им 40 мм остановить движение поездов.
Если трещина или излом произошли по дефектам 24, 25, 26.3, 27.2, 30В.2, 30Г.2, 46.3, 50.2, 55.2, 56.3, 60.2, 66.3, 69, 70.2, 74, 79, 99.1.2.3 или были обнаружены два и более дефекта 20.2, 21.2 между двумя сварными стыками, т.е. на одном рельсе, или при их сквозном изломе образовался зазор более 40 мм, ставить на дефектное место накладки, сжатые струбцинами, запрещается. В этих случаях должно сразу же производиться временное или окончательное восстановление целостности рельсовой плети.
4.5.3 Если внутренняя трещина по дефектам 20.2, 21.2 не выходит на поверхность, а границы ее за середину головки рельса, допускается устанавливать на поврежденное место шестидырные накладки с четырьмя болтами так, чтобы середина накладки совмещалась с дефектом. При этом отверстия под два средних болта не сверлятся во избежание развития дефекта в их сторону. После постановки накладок поезда пропускаются с установленной скоростью. Для повышения крутящего момента затяжки стыковых болтов и снижения интенсивности развития дефекта рекомендуется использовать высокопрочные болты.
Для предотвращения растяжения зазора и среза болтов в случае сквозного излома рельса под накладками на протяжении 50 м в каждую сторону от дефектного места закрепление промежуточных рельсовых скреплений должно соответствовать нормативному значению. Место с дефектом, взятым в накладки, необходимо осматривать при всех проверках пути, стыковые болты, клеммы промежуточных рельсовых скреплений простукивать молоточком, а их болты и шурупы подтягивать до нормативных значений. Рельсы в месте дефекта и на подходах к нему должны тщательно проверяться средствами дефектоскопии.
При выходе трещины по рисунку 20.2, 21.2 на поверхность рельса, или распространении ее за середину головки, а также при сквозном изломе плети, должно быть выполнено временное или окончательное восстановление плети.
4.5.5 Окончательное восстановление заключается в вваривании в рельсовую плеть заранее подготовленного рельса без болтовых отверстий взамен временного. Вваривание рельса производится электроконтактным способом при помощи машины ПРСМ или алюминотермитной сваркой. Наработка тоннажа ввариваемого рельса не должна отличаться от наработки плети более, чем на 100 млн. т брутто.
Работы по восстановлению целостности плетей сваркой машинами ПРСМ производятся по утвержденным технологическим процессам, разработанным в соответствии с требованиями Технологических указаний по восстановлению дефектных рельсовых плетей, приведенных в Приложении 4.
Восстановление целостности плетей алюминотермитной сваркой производится по утвержденным технологическим процессам, разработанным в соответствии с Техническими условиями «Сварка рельсов алюминотермитным методом промежуточного литья» (ТУ 0921-127-01124323-2005) и Приложением 4 настоящей Инструкции.
Восстановление целостности плетей сваркой должно производиться при температуре закрепления плети ±5 0 С.
Если работы выполняются при температуре ниже или выше температуры закрепления, то необходимо восстановить ее температуру закрепления на участке производства работ.
4.5.6 Короткие плети или участки длинных плетей, имеющие на протяжении 800 м более трех, а на протяжении 400 м более двух временно восстановленных мест, как правило, «потеряли» первоначальную температуру закрепления и после восстановления сваркой должны быть перезакреплены с восстановлением оптимальной температуры закрепления.
4.5.7 Постановка накладок на дефектное место и временное восстановление целостности плети должны выполняться под руководством дорожного мастера, а окончательное восстановление сваркой под руководством старшего дорожного мастера - при работе на перегоне или дорожного мастера - при работе на станциях, кроме главных путей.
4.5.8 При восстановлении пути после выброса или сдвига, участки рельсовых плетей в месте наибольшего остаточного искривления должны быть вырезаны и заменены рельсами с соответствующим износом и наработкой.
3.4.1 Для обеспечения прочности и устойчивости бесстыкового пути все вновь укладываемые плети должны закрепляться при оптимальной температуре согласно таблице 3.1.
Нормы оптимальной температуры закрепления (tопт) касаются вновь укладываемых, перекладываемых плетей, а также плетей, в пределах которых восстанавливается нарушенная температура закрепления. Эти нормы действуют с момента ввода их распоряжением ОАО «РЖД» № 2022 от 01.10.2009 г. «Об установлении временных норм эксплуатации бесстыкового пути».
Плети, уложенные до 01.10.2009 г., если у них не нарушен температурный режим работы, разрешается эксплуатировать при температуре закрепления, установленной в табл. 3.1 «Технических указаний по устройству, укладке, содержанию и ремонту бесстыкового пути» от 31.03.2000 г. (далее - ТУ-2000).
Таблица 3.1Оптимальные температуры закрепления плетей в дирекциях инфраструкетуры
| Дирекция инфраструктуры | Оптимальная температура закрепления плетей tопт, 0 С |
| Октябрьская | 35±5 |
| Калининградская | 35±5 |
| Московская | 35±5 |
| Горьковская | 35±5 |
| Северная | 35±5* ) |
| Северо-Кавказская | 40±5 |
| Юго-Восточная | 40±5 |
| Приволжская | 40±5 |
| Куйбышевская | 35±5 |
| Свердловская | 35±5* ) |
| Южно-Уральская | 35±5 |
| Западно-Сибирская | 35±5* ) |
| Красноярская | 30±5* ) |
| Восточно-Сибирская | 35±5* ) |
| Забайкальская | 35±5* ) |
| Дальневосточная | 35±5* ) |
* ) – на участках с минимальными температурами рельсов tminmin -50 0 С и ниже разрешается закреплять плети при температурах 30±5 0 С
3.4.2 Плети при укладке закрепляют по направлению хода укладки (от начала плети до ее конца).
После обкатки вновь уложенных и введенных в оптимальную температуру закрепления, плетей (после пропуска 200-500 тыс. тонн груза брутто) должна быть произведена повторная затяжка болтов, шурупов промежуточных рельсовых скреплений. Затяжка должна производиться крутящими моментами в соответствии с требованиями п.2.5.2 настоящей Инструкции.
3.4.3 Температурой закрепления короткой рельсовой плети считается средняя из температур, измеренных в начале и конце работ при условии закрепления плети не реже, чем на каждой пятой шпале. Разница температур закрепления соседних коротких плетей, составляющих длинную плеть, не должна превышать 5 0 С, а максимальная разность по всей длине плети - 10 0 С.
Разница между температурами закрепления правой и левой рельсовых нитей не должна превышать 10 0 С. Во всех случаях фактические температуры закрепления должны находиться в пределах ±5 0 С от оптимальной температуры.
3.4.4 При выполнении ремонтно-путевых работ, связанных с разрыхлением балласта и снижением устойчивости бесстыкового пути (подъемка, рихтовка, машинизированная очистка щебня и др.), температурой закрепления бесстыкового пути следует считать наименьшую из температур закрепления правой и левой нитей.
Если же работы выполняют по одной рельсовой нити (восстановление целостности плети, смена подкладок, прокладок и т.д.), то при определении возможности производства работ в расчет принимают температуру закрепления плети, на которой производятся работы.
3.4.5 Если плети укладываются при температурах выше или ниже оптимальных ±5 0 С, то следует принимать меры для введения плетей в оптимальную температуру закрепления в соответствии с требованиями п.п.4.6 и 4.7 настоящей Инструкции. Работы должны выполняться по утвержденным технологическим процессам.
Допускается временное закрепление плетей вне оптимальной температуры с последующим выполнением работ по введению плетей в оптимальную температуру.
Все вновь уложенные при отрицательных температурах плети до наступления температуры рельсов +20°С должны быть введены в оптимальную температуру закрепления или перезакреплены при промежуточной температуре ниже оптимальной при соблюдении требования, что разность между ожидаемой максимальной температурой плети (tmax) до ее закрепления на постоянный режим работы и температурой закрепления (tз) будет ниже допускаемого по устойчивости перепада температуры не менее чем на 10°С, т.е.
Не рекомендуется в прямых и в кривых радиусами 800 м и более закреплять плети при температурах рельсов ниже - 15°С, в кривых радиусами 350÷799 м ниже - 10°С, а в кривых радиусами менее 350 м – ниже - 5°С.
4.5.1. При обнаружении в рельсовой плети опасного дефекта должны быть приняты меры по его устранению и восстановлению рельсовой плети для безопасного пропуска поездов.
Восстановление плетей производится в два или три этапа: краткосрочное, временное и окончательное.
4.5.2. При внутренней поперечной трещине (дефекты 21.2 и 69 по существующей классификации дефектов рельсов), если ее границы выходят за середину головки рельса (за вертикальную ось симметрии рельса - определяется согласно приложению 4) или, если она вышла на поверхность рельса, а также при сквозном поперечном изломе и образовавшемся зазоре менее 40 мм (при подладочном типе скреплений), проводится краткосрочное восстановление плети для пропуска нескольких поездов. Для этого в месте повреждения устанавливают шестидырные накладки, сжатые струбцинами утвержденной МПС конструкции по схеме, показанной на рис. 4.2. Поезда в течение не более 3 ч пропускаются по этому месту со скоростью до 25 км/ч. При этом стык должен находиться под непрерывным наблюдением специально выделенного работника. В течение указанного времени должно быть организовано временное или окончательное восстановление рельсовой плети.
Если трещина или излом произошли по дефектам 24, 25, 26.3, 30В.2, 30Г.2, 50.2, 52.2, 55, 56.3, 60.2, или были обнаружены два и более дефекта 21.2 между двумя сварными стыками, т.е. на одном рельсе, или при сквозном изломе образовался зазор более 40 мм, ставить на дефектное место накладки, сжатые струбцинами, запрещается. В этих случаях должно сразу же производиться временное или окончательное восстановление рельсовой плети.
Рис. 4.2. Струбцина для стягивания накладок при изломе плети (а) и схемы расположения струбцин при изломе рельса между шпалами (б) и на шпале (в):
1 - скоба; 2 - гайка М27; 3 - болт М27
4.5.3. Если внутренняя трещина (дефект 21.2) не выходит на поверхность, а границы ее - за середину головки, допускается установка на поврежденное место шестидырных накладок с четырьмя болтами так, чтобы середина накладки совмещалась с дефектом. При этом отверстия для двух средних болтов не сверлятся во избежание развития дефекта в их сторону. После постановки накладок поезда пропускаются с установленной скоростью. Чтобы повысить усилие затяжки стыковых болтов и обеспечить стабильность стыка, рекомендуется использовать высокопрочные болты.
Для предотвращения растяжения зазора и среза болтов в случае сквозного излома рельса под накладками повышенное внимание должно быть уделено закреплению клеммных и закладных болтов на протяжении 50 м в каждую сторону от дефектного места. Место с дефектом, взятым в накладки, необходимо осматривать при всех проверках пути, стыковые, клеммные и закладные болты при этом следует простукивать молоточком, а рельсы тщательно проверять дефектоскопными средствами.
При выходе трещины, обнаруженной визуальным осмотром, на поверхность рельса или распространении трещины, выявленной дефектоскопированием, за середину головки рельсовая плеть должна быть временно или окончательно восстановлена.
4.5.5. Окончательное восстановление заключается в вваривании в рельсовую плеть заранее подготовленного рельса без болтовых отверстий взамен временного. Вваривают рельс электроконтактным способом при помощи машины ПРСМ. Сварка первого стыка осуществляется способом подтягивания, второго - способом предварительного изгиба (приложение 4).
Восстановление плетей сваркой необходимо производить при температуре закрепления плети ±5 °С.
Если восстановление целостности рельсовой плети сваркой выполняется ниже температуры закрепления более чем на 5 °С, то необходимо после сварки привести плети к температуре закрепления в соответствии с п. 4.5 приложения 4.
4.5.6. Постановка накладок на дефектное место и временное восстановление плети должны выполняться под руководством дорожного мастера, а окончательное восстановление сваркой - под руководством старшего дорожного мастера при работе на перегоне или дорожного мастера - при работе на станциях.
4.5.7. Годовые планы работ по восстановлению рельсовых плетей сваркой с указанием мест, сроков выполнения работ и интервалов температур, при которых должна производиться сварка разрабатывает, утверждает и доводит до дистанций пути и рельсосварочных предприятий служба пути дороги.
4.5.8. При восстановлении пути после выброса или сдвига участки рельсовых плетей в месте наибольшего остаточного искривления на длине 25 м должны быть вырезаны и заменены рельсами с соответствующим износом, соединенными с плетями накладками или сваренными сними.
Читайте также: