
Во избежание выброса рельсовой плети при разрядке полуплетями раскрепление плети производить сдо
Обновлено: 24.04.2024
Обнаружив трещину в рельсовой плети или сквозной поперечный излом с зазором до 25 мм, производят краткосрочное восстановление плети, чтобы не прекращать движение поездов. Для краткосрочного восстановления рельсовой плети ее концы в месте излома перекрывают типовыми накладками, прочно сжимают их специальными струбцинами и разрешают движение поездов со скоростью не более 25 км/ч на срок не более 3 ч. За местом повреждения в течение этого периода непрерывно наблюдает бригадир пути или специально проинструктированный опытный монтер пути. Работами по краткосрочному восстановлению руководит бригадир пути.
Не разрешается ставить накладки, прикрепленные струбцинами, если трещина или излом вызваны дефектами ЗОВ.2; ЗОГ.2; 50.2; 52.2; 56,3; 60.2 и при обнаружении двух дефектов, расположенных на расстоянии менее 25 м.
Внутреннее повреждение рельсовой плети по дефекту 21.2, обнаруженное дефектоскопом и не превышающее 30% сечения головки, можно перекрывать шестидырными накладками, закрепленными полным комплектом стыков болтов. После закрепления поезда пропускают без ограничения установленной скорости. Это место должно ежедневно осматриваться и периодически проверяться дефектоскопом с целью наблюдения за развитием трещины.
Одновременно с краткосрочным восстановлением плети бригада подвозит к месту излома рельс соответствующего типа, износа и длины. Длина этого рельса выбирается меньше стандартной - от 8 до 11 м. Такая длина рельса удобна тем, что впоследствии при окончательном восстановлении плети сваркой возможно вырезать из нее кусок с болтовыми отверстиями и вварить в плеть рельс стандартной длины.
Место первого пропила выбирают на расстоянии не менее 1 м от края дефекта или излома и не менее 3 м до ближайшего сварного стыка. Место второго пропила определяется длиной выбранного рельса, к которой добавляют величины двух зазоров в стыках по 3 - 4 мм летом в жаркую погоду.
При низких температурах место второго пропила намечают после того, как оба конца плети укоротятся. При высокой температуре, когда рельсовая плеть сжата, полотно рельсорезного станка после небольшого углубления, как правило, заклинивается. Во избежание этого газосваркой вырезают и удаляют из плети небольшой кусок рельса длиной 100 - 200 мм вместе с дефектом. В результате концы рельсовой плети под воздействием температурных сил удлиняются, снимая напряжение в плети, и заклинивание полотна рельсорезного станка не происходит.
Работы по временному восстановлению рельсовой плети производятся бригадой текущего содержания под руководством дорожного мастера. Состав бригады: 6 монтеров пути, газосварщик и бригадир пути.
После ограждения места работы сигналами остановки и установки обходной перемычки газосварщик по указанию дорожного мастера вырезает небольшой кусок рельса вместе с дефектом. Затем дорожный мастер наносит на шейке рельсовой плети риски пропилов. Два монтера устанавливают рельсорезные станки на место пропилов и обрезают рельс. В это. время 4 остальных монтера пути снимают клеммные болты и клеммы на всем протяжении вырезаемого рельса.
Закончив пропилы, монтеры пути, каждый на своем конце плети, просверливают болтовые отверстия. Затем все 6 монтеров пути выкантовывают вырезанный дефектный рельс и надвигают на это место новый рельс. После укладки нового рельса 2 монтера пути устанавливают накладки и сболчивают стыки четырьмя болтами, а 4 монтера устанавливают клеммы и завинчивают гайки клеммных болтов, сварщик приваривает стыковые соединители и снимает обходную перемычку. Бригадир пути проверяет путь по ширине колеи и уровню. Если нет отступления от норм, то по указанию дорожного мастера снимают сигналы остановки, и поезда пропускают по рельсовой плети с установленной скоростью. Затем 2 монтера пути устанавливают в стыках недостающие болты, а остальные монтеры пути подтягивают гайки клеммных болтов на вновь уложенном рельсе. После постановки всех болтов монтеры пути убирают отрезанные куски рельсов, материалы, инструменты и заправляют балластную призму.
Если не требуется снятие напряжения в плети, то предварительная вырезка куска рельса не нужна, и в бригаду не включается газосварщик.
Если излом или трещина в рельсовой плети произошли по дефектам 20.1-2; 21.1-2; ЗОВ.1-2; ЗОГ.1-2; 50.1-2; 52.1-2; 55; 60.1-2, то вырезают полностью весь рельс вместе со сварными швами и зоной влияния сварки на рельсы.
Такое временное восстановление плети не отвечает требованиям нормальной эксплуатации пути и поэтому необходимо в кратчайший срок восстановить целостность плети сваркой.
Окончательное восстановление рельсовой плети производят с помощью передвижной рельсосварочной машины ПРСМ, оборудованной головками К 155, К 255 или К 355.
Рельсовую плеть сваривают, как правило, в расчетном интервале температур, установленном для этой плети. При необходимости сварку можно выполнить и при температуре за пределами этого интервала, но не ниже - 10'С. В этом случае после сварки с наступлением расчетных температур обязательно производят разрядку температурных напряжений в этой рельсовой плети. На время работ по восстановлению рельсовой плети выдается предупреждение об ограничении скорости движения поездов до 25 км/ч.
Для выполнения работ по ввариванию в плеть стандартного (12,5 м) рельса перед «окном» выполняют следующие подготовительные работы. Подвозят рельс длиной 12,5 м того же типа без болтовых отверстий с незакаленными концами и имеющий одинаковую высоту по износу с лежащей в пути плетью; на каждых двух шпалах из трех ослабляют на 3 - 4 оборота гайки клеммных болтов короткой части изломавшейся плети. В месте сварки балласт из шпального ящика удаляют на глубину 30 см. Это позволит снять выдавленный металл и отшлифовать нижнюю часть подошвы рельса. Иногда сдвигают шпалу.
После предоставления «окна» заменяют уравнительный рельс длиной 12,5 м, примыкающий к короткой части изломавшейся плети на укороченный 12,42 м и с помощью разгоночного прибора перемещают короткую часть плети на 80 мм в сторону образовавшегося разрыва. После этого удаляют рельс, уложенный при временном восстановлении плети и отпиливают концы рельсовой плети с болтовыми отверстиями с таким расчетом, чтобы можно было уложить подготовленный для сварки рельс длиной 12,5 м. Шейки на концах свариваемых рельсов должны быть зачищены до металлического блеска с тем, чтобы обеспечить достаточный электрический контакт с губками сварочной машины.
После окончания этих работ машина ПРСМ подходит к первому свариваемому стыку. Сварочную головку машины устанавливают над ним, сваривают плеть с рельсом и обрабатывают первый стык, обрубая грат, пока он не остыл. Так как при сварке одного стыка происходит оплавка концов рельсов размером 40 мм, то до сварки второго стыка короткую часть плети при помощи разгоночного прибора подтягивают до касания с торцом ввариваемого рельса, после чего машина перемещается по переходному мостику к второму стыку и сваривает с рельсом вторую часть плети. При отсутствии переходного мостика необходимо выждать 10 мин и переехать через сваренный первый стык. По окончании сварки второго стыка снимают грат, шлифуют поверхность по всему периметру сечения рельса, а машину отправляют на станцию.
Неровности в местах сварки не должны превышать 0,3 мм. Одновременно по окончании сварки удаляют укороченный (12,42 м) и ставят на место ранее изъятый уравнительный рельс (12,50 м), приваривают стыковые соединители, довертывают гайки клеммных болтов и выполняют остальные работы. Сваренные стыки проверяют ультразвуковым дефектоскопом и открывают перегон для движения первых поездов со скоростью 40 км/ч. После обкатки поездами довертывают гайки клеммных и стыковых болтов и разрешают поездам следовать с установленной скоростью.
Если рельсовая плеть не подтягивается, а сваривается с предварительным местным изгибом, то в подготовительный период примыкаемую рельсовую нить освобождают от закрепления на каждых двух шпалах из трех в зоне ввариваемого рельса и на примыкающем к нему участке протяжением 40 - 50 м. После закрытия перегона удаляют рельс, уложенный при временном восстановлении, и делают вырезы в плети для ввариваемого рельса с учетом дополнительной оплавки концов рельсов при сварке размером 80 мм. Обрезанную и освобожденную от закрепления рельсовую нить изгибают горизонтально с тем, чтобы совместить торцы ввариваемого рельса и плети. После сварки таким способом заключительного стыка стрела изгиба уменьшается. При конечной стреле изгиба 15 см и более после охлаждения в течение 10 мин сварного стыка рельсовую плеть выпрямляют и закрепляют на всех шпалах. После окончания всех работ путь открывают для движения поездов с установленной скоростью.
Поделится с коллегами:
Ответ на вопрос находится ниже.
| Во избежание выброса рельсовой плети при разрядке полуплетями раскрепление плети производить: СДО |
|---|
| 1. От середины плети к концам |
| 2. От концов плети к середине |
| 3. Не имеет значения направление |
| 4. Все варианты верны |
100% Правильный ответ выделен зеленым цветом.
Если выделено несколько вариантов, то все они являются правильными.
ДЛЯ ПРОСМОТРА ОТВЕТА НЕОБХОДИМО ЗАРЕГИСТРИРОВАТЬСЯ НА САЙТЕ ИЛИ ВОЙТИ НА САЙТ ПОВТОРНО !

Если вдруг найдете неправильный ответ - напишите об этом в комментариях, обязательно исправим!
Наш онлайн-проект "ПроКонспект" является Вашим индивидуальным интернет-помощником.
4.6.1 Разрядка температурных напряжений в плетях бесстыкового пути должна рассматриваться как исключительная работа и выполняться в процессе его эксплуатации в следующих случаях:
при перезакреплении плетей на постоянный режим эксплуатации после их закрепления во время укладки при температуре выше или ниже оптимальной более чем на 5 0 С;
перед сваркой коротких плетей в длинные, если разность температуры закрепления соседних плетей превышает 5 0 С, а всех плетей, свариваемых в длинную, 10 0 С;
после восстановления сваркой целостности плетей, если оно выполнялось при температуре ниже или выше оптимальной температуры закрепления более чем на 5 0 С;
при «потере» температуры закрепления в результате их угона и др.;
при неотложной необходимости ремонтно-путевых работ при температуре рельсов, превышающей температуру закрепления, в том числе при исправлении образовавшегося в пути резкого угла в плане и т.д.
4.6.2 Разрядка температурных напряжений в плетях должна производиться по технологическим процессам, разработанным для прямых и кривых участков пути с различными типами промежуточных рельсовых скреплений, утвержденным ЦП.
4.6.3 Дляполного снятия температурных напряжений плети после освобождения от закрепления на шпалах и в стыках должны быть вывешены на подвесные ролики или парные полиэтиленовые пластины общей толщиной 10÷12 мм или на металлические роликовые опоры (ролики диаметром 20÷22 мм), устанавливаемые на каждой 15-ой шпале.
Парные пластины устанавливаются на подрельсовые прокладки-амортизаторы. Нижняя пластина должна иметь буртики (для предотвращения ее проскальзывания), а часть верхних пластин (20÷25%) должны быть длиннее нижней на 50 мм. Парные пластины с удлиненной верхней должны устанавливаться на подвижных концах плетей.
При использовании парных полиэтиленовых пластин работы по разрядке напряжений на участках со скреплениями КБ при наличии инвентарных накладок и рельсовых вкладышей могут производиться без перерыва движения поездов, но с ограничением их скорости до 25 км/ч.
При вывешивании плетей на ролики независимо от конструкции скреплений и при установке парных пластин при всех скреплениях, кроме КБ, работы по разрядке температурных напряжений должны выполняться в «окно».
В кривых радиусами 800 м и менее на участках со скреплениями типа ЖБР и АРС устанавливаются специальные боковые ролики, приведенные на рисунках 4.9 и 4.10 и размещаемые в соответствии с требованиями п.4.7.4 настоящей Инструкции. Для полного снятия и выравнивания температурных напряжений, остающихся в рельсах после вывешивания их на парные пластины или ролики, необходимо дополнительно встряхивать плети ударным механизмом с клиновым упором.
Качество разрядки напряжений контролируется по продольным перемещениям концов рельсовых плетей и контрольных рисок, нанесенных на плети через 50 м. Качественная разрядка обеспечивается при смещении контрольных рисок на рельсе относительно рисок на шпале или боковых граней подкладок на расчетную величину. Расчетные удлинения наносятся на плети в виде рисок со смещением относительно контрольных на величины, определяемые из условия: ∆l = ali∆t ,
| где | a - | коэффициент линейного расширения рельсовой стали; |
| li - | расстояние от торца неподвижного конца плети до i-ой риски на плети; | |
| ∆t - | перепад температуры закрепления плети относительно ее температуры в момент производства разрядки напряжений. |
Например, при ∆t = 25 0 С расчетные риски в сечениях 1, 2, 3 и т.д. должны быть отнесены относительно контрольных рисок в сторону неподвижного конца плети на величины:
1-ое сечение: ∆l1 = 11,8 . 10 -6. 50 . 25 = 14,7 мм;
2-ое сечение: ∆l2 = 11,8 . 10 -6. 100 . 25 = 29,5 мм;
3-е сечение: ∆l3 = 11,8 . 10 -6. 150 . 25 = 44,3 мм и т.д.
4.6.4 Разрядка температурных напряжений в плетях длиной 800 м и менее, расположенных в прямых и в кривых радиусами более 650 м производится, как правило, в одном направлении. Перед началом раскрепления плети должна быть обеспечена возможность свободного перемещения ее подвижного конца. При наличии на плети длиной 600÷800 м кривых радиусами 650 м и менее или S-образных кривых, разрядку температурных напряжений следует выполнять полуплетями. В этом случае должна быть обеспечена возможность свободного перемещения обоих концов плети. Плети длиной менее 600 м при наличии указанных кривых разряжаются в одном направлении.

При ожидаемом удлинении плети необходимо снять или сдвинуть примыкающие к концам плети уравнительные рельсы, а при ожидаемом укорочении рельсовых плетей на стык, примыкающий к плети, устанавливаются инвентарные накладки. Освобождают плети от закрепления на шпалах, начиная от концов к середине.
4.6.5 При выполнении работ без закрытия перегона и ожидаемом удлинении плетей разрядка начинается с замены уравнительных рельсов, примыкающих к концам плетей, на рельсы заранее рассчитанной длины. Концы уравнительных рельсов соединяют с плетями типовыми инвентарными накладками с удлиненными болтовыми отверстиями. Для пропуска поезда в зазор стыка плети с уравнительным рельсом вставляют вкладыш, инвентарные накладки стягивают на конце одного рельса двумя болтами, в месте расположения вкладыша - одним болтом и на конце другого рельса тоже одним болтом.
Плети, начиная от подвижных концов, освобождают от закрепления так, чтобы обеспечить возможность укладки под рельсы парных пластин и, в тоже время, не допустить выхода подошвы рельса из реборд подкладок скрепления КБ.
При ожидаемом укорочении плетей разрядка температурных напряжений начинается с освобождения плетей от закрепления со стороны заменяемых уравнительных рельсов. Замена уравнительных рельсов производится после полного укорочения плетей.
4.6.6 Если при выполнении неотложной разрядки температурных напряжений в стыках уравнительного пролета отсутствуют зазоры, то предварительно необходимо создать зазор бензорезом в соответствии с технологией, приведенной в П.4.2.
4.6.7 Во время разрядки температурных напряжений необходимо выполнить все текущие работы, относящиеся к содержанию промежуточных рельсовых скреплений, в том числе смазку болтов, замену изношенных и поправку сместившихся прокладок, замену дефектных элементов скреплений.
4.6.8 Сразу же после окончания разрядки рельсовая плеть должна быть закреплена. Для более точного фиксирования температуры плеть необходимо закреплять сначала на каждой второй - пятой шпале, затем на остальных шпалах подряд.
4.6.9 На время разрядки температурных напряжений в зависимости от организации работ участок должен быть огражден сигналами в соответствии с «Инструкцией по обеспечению безопасности движения поездов при производстве путевых работ».
На время разрядки под поездами на участках с использованием парных пластин, на поезда должны выдаваться предупреждения о снижении скорости движения до 25 км/ч, на мостах и в тоннелях - до 15 км/ч. При этом клеммы не снимаются.
Работами по разрядке температурных напряжений должен руководить начальник ПМС или ПЧ и их заместители.
4.6.10 Восстановление температурного режима длинных плетей на концевых участках длиной до 800 м осуществляется путем разрядки напряжений при температуре рельсов, соответствующей tопт ±5 0 С, а в средней части плети целесообразно добиваться регулировкой напряжений. В исключительных случаях при необходимости выполнения работы, требующей полного снятия напряжений, длинные плети необходимо разрезать на короткие и разрядить их. После проведения работы необходимо восстановить оптимальную температуру закрепления плетей и сварить их в длинные плети.
4.6.11 О выполнении разрядки температурных напряжений в рельсовых плетях должна быть сделана запись в Журнале учета службы и температурного режима рельсовых плетей. При этом должны быть указаны дата выполнения разрядки, расчетные и фактические удлинения (укорочения) плети и температура рельсов при разрядке.
1. Ознакомится с производством работ по закреплению пути от угона.
2.Ознакомится с производством работ по:
а) По разгонке и регулировке стыковых зазоров.
б) Разрядка температурных напряжений в плетях бесстыкового пути.
Угоном пути называют продольное перемещение рельсов относительно шпал или вместе со шпалами.Причинами угона являются силы трения колес о рельсы, удлинение и укорачивание рельсов под действием температуры,удары колес об рельсы в стыках и др.Особенно велик угон пути на спусках и в тех местах,где систематически присходит торможение поездов.Угон чрезвычайно вреден,так как вызывает расстройства пути.
Для борьбы с угоном пути ипользуют противоугоны. Противоугон – один из элементов верхнего строения железнодорожного пути на деревянных шпалах и костыльном скреплении. Сущесвуют два вида противоугонов: пружинные и самозаклинивающиеся.
Противоугоны устанавливают без распорок,при этом каждая пара противоугонов вместе с о шпалой образует единую противоугонную систему.
Разгонка и регулировка зазоров. В процессе эксплуатации звеньевого пути, недостаточно закреплённого от угона, происходит продольное перемещение рельсов иногда вместе с отдельными шпалами. В результате происходит смещение зазоров с оси стыковых шпальных ящиков и накладок относительно стыковых шпал. Для возвращения рельсов в исходное положение делается разгонка или регулировка зазоров.
Регулировка зазоров назначается при наличии двух слитых или растянутых зазоров при рельсах длиной 25м, если зазор отличается от нормального более чем на 6мм. Регулировка проходит без разрыва рельсовой плети. При большом угоне пути производят разгонку пути, при которой разрыв рельсовой нити допускается до 175мм.
Этим работам предшествует промер фактической величины зазоров в каждом стыке и расчёт направления перемещения рельсовой нити. Измеряют зазоры мерным клином. Результаты измерений и температуру рельсов записываем в ведомость регулировки (разгонке) стыковых зазоров.
На основании данных ведомости строится график накопления зазоров.
Разрядка температурных напряжений в плетях бесстыкового пути.
. 1.Разрядка температурных напряжений в рельсовых плетях без применения принудительных средств выполняется в следующих случаях:
при перезакреплении плетей на постоянный режим эксплуатации после их закрепления во время укладки при температуре, отличающейся от оптимальной;
перед сваркой эксплуатируемых плетей, если температура закрепления их ие соответствует оптимальной;
при необходимости выполнения неотложных работ, когда температура плетей выше допускаемой, в том числе при исправлении образовавшегося в пути резкого угла в плане, и т. д.
2.При разрядке напряжений плети освобождают от закрепления иа шпалах и вывешивают на катучие роликовые опоры или иа парные пластины из материалов с низким коэффициентом трения общей толщиной 8—10 мм.
Катучие опоры и парные пластины устанавливают на каждой 15-й шпале. Ролики должны быть диаметром 20—22 мм. В местах их установки подрельсовые прокладки должны быть временно сняты. Конструкция роликов должна обеспечивать безопасность и быстроту их установки и снятия, а также перпендикулярность положения к продольной оси рельса.
При вывешиваний плетей на ролики, устанавливаемые на подкладки, разрядка напряжений выполняется в "окно". В случае использования скользящих пластин разрядка выполняется без перерыва движения поездов. При этом скорость ограничивается до 25 км/ч (на мостах и в тоннелях — до 15 км/ч).
3.Качество разрядки температурных напряжений проверяется по продольным перемещениям концов и контрольных сечений плети относительно маячных шпал и нанесенных между ними через 50 м дополнительных расчетных рисок.
При качественной разрядке расчетные риски на плети должны совпасть с боковыми гранями подкладок. Если в отдельных контрольных сечениях риски более чем на 5 мм не совпадают с гранями подкладок, то необходимо встряхнуть плеть. Для этого используются ударные приборы.
4.При разрядке без закрытия перегона и ожидаемом удлинении плетей первая пара уравнительных рельсов в конце разрядки заменяется на укороченные расчетной длины. Концы уравнительных рельсов и плетей соединяются типовыми инвентарными накладками с удлиненными болтовыми отверстиями. Для пропуска поезда в зазор стыка плети с уравнительным рельсом вставляют вкладыш, инвентарные накладки стягивают на конце рельса двумя болтами, в месте расположения вкладыша — одним болтом и на конце другого рельса — одним болтом.
После замены уравнительных рельсов плети освобождаются ог закрепления. Гайки отвинчивают так, чтобы обеспечить возможность укладки под рельсы скользящих пластин и в то же время ие допустить выхода подошвы рельса из реборд подкладок.
При ожидаемом укорочении плетей разрядка температурных напряжений начинается с освобождения плетей от закрепления. Замена уравнительных рельсов производится после полного укорочения плетей.
5.Сразу же после окончания разрядки напряжений рельсовая плеть должна быть закреплена на шпалах. Предварительно должны быть сняты инвентарные скользящие пластины или роликовые опоры.
Для более точного фиксирования температуры плети закрепляются сначала на каждой пятой шпале, а затем на остальных.
Таблица 1. Основные размеры пружинных противоугонов.
| Обозначение противоугона | Исполнение | B, +0,5 | B1 | H | h |
| Номинальный | Предельное отклонение | Номинальный | Предельное отклонение | ||
| 1П75 | ± 5 | ± 0,6 | |||
| 1П65 | |||||
| 1П50 | |||||
| 2П75 | + 5 | ± 0,5 | |||
| 2П65 | |||||
| 2П50 | |||||
| 3П75 | ± 5 | 14,0 | ± 1,0 | ||
| 3П65 | 12,5 | ||||
| 3П50 | 11,5 |
Противоугоны изготавливаются из рессорно-пружинной углеродистой и легированной стали по ГОСТ 14959-79 марок 65, 60С2, 60С2А, или других марок стали с механическими свойствами не ниже, чем у стали марки 65.
Противоугоны должны подвергаться термической обработке (закалке и отпуску) по режиму предприятия-изготовителя.
Твердость 286-448 НВ.
Разрядка внутренних температурных напряжений в рельсовых плетях производится:
при вводе в расчетный интервал температур рельсовых плетей, уложенных (или сваренных) вне расчетного интервала;
накануне выполнения путевых работ, уменьшающих боковую устойчивость бесстыкового пути в летнее время года, например, при сплошной очистке щебеночного балласта щебнеочистительной машиной, сплошной выправке пути с подъемкой и др., производимых при температуре рельсов, превышающей допустимую;
при обнаружении признаков, могущих привести к потере устойчивости бесстыкового пути в процессе эксплуатации, например, при внезапном появлении угла (углов) в плане в жаркую летнюю погоду.
Величина удлинения или укорочения плети (уравнительных рельсов) ΔL, м, уложенной при температуре вне расчетного интервала, при вводе ее в расчетный интервал температур (разрядке температурных напряжений) определяется по формуле
где L - длина плети, м; tз - расчетная температура рельсов при закреплении плети на постоянный режим работы (устанавливается дистанцией пути в зависимости от ее региональности, в соответствии с Техническими указаниями по устройству, укладке и содержанию бесстыкового пути), o С; ty - температура рельсовой плети в момент ее первоначальной укладки, o С; а = 0,0000118 - коэффициент температурного расширения рельсовой стали.
Пример определения удлинения плети. L = 800 м; tз = 18 °С; ty = 3 °С.
Удлинение плети составит
ΔL = 800(18 - 3)0,0000118 = 0,142 μ = 142 мм.
При работах по вводу плетей в расчетный интервал температур должны быть соблюдены требования по равномерности распределения внутренних температурных напряжений по длине одной плети и плетей по одной и другой рельсовым нитям (разница в температурах плети по ее длине за период закрепления на постоянный температурный режим работы должна быть не более 3 °С, а в температурах плетей по одной и другой нитям - не более 5 °С).
Если плети на участке капитального ремонта были уложены при температуре меньше расчетной без принудительного ввода в расчетный интервал температур (например, осенью), то в целях предупреждения выброса пути, ввод их в расчетный интервал температур в весенний период должен начинаться с тех плетей, у которых разница расчетной и фактической температур закрепления наибольшая.
Возможны два варианта выполнения работ по вводу плетей (разрядке в них температурных напряжений) в расчетный интервал температур:
раскрепление плети, начиная с одного ее конца, сопровождаемое сменой уравнительных рельсов (или рельса) с этого же конца;
одновременное раскрепление плети с двух сторон, начиная с ее концов, сопровождаемое необходимостью смены уравнительных рельсов с обоих концов плети.
Для уменьшения сил трения плети по подкладкам применяют либо подвесные ролики, конструкция которых не препятствует пропуску поездов, либо устанавливают на подкладки скользящие пары или катучие опоры (установка катучих опор производится в "окно"; до закрытия движения поездов она не допускается). После вывески плети она встряхивается ударами деревянных кувалд или механическими вибраторами.
В процессе работ измеряется фактическая температура рельсов и производится контроль полного изменения длины плети по концам, а также равномерность снятия напряжений по длине плети - по смещению рисок, нанесенных по подошве рельса над "маячными" шпалами.
При несоответствии изменения длины плети расчетным значениям или неравномерном смещении промежуточных рисок определяются и устраняются причины, препятствующие полному снятию напряжений (недостаточно ослабленные болты, перекошенные подкладки, недовывешивание плети). Особое внимание этим обстоятельствам уделяется при выполнении работ в кривых участках.
Работы по разрядке температурных напряжений в рельсовых плетях (или ввод плетей в расчетный температурный интервал при условии выполнения работ при температуре рельсов, равной расчетной) производятся в "окно" с ограждением места работ сигналами остановки. Руководить работами должен работник дистанции пути по должности не ниже дорожного мастера.
Порядок выполнения работ следующий. За один-два дня до их производства определяют величину изменения длины плетей с учетом
ожидаемой температуры воздуха во время разрядки; подготавливают укороченные (удлиненные) рельсы и перевозят их к месту укладки;
выбирают способ и технологию разрядки напряжений в зависимости от длины рельсовых плетей, наличия рабочей силы, продолжительности "окна".
В день "окна" (до его начала) на "маячных" шпалах через 50 м наносят дополнительные временные риски для возможности контроля по ним за равномерностью разрядки напряжений по длине плети; снимают пятый и шестой стыковые болты и ставят на оставшиеся болты дополнительные шайбы в стыках сменяемых уравнительных рельсов.
В "окно" заменяют уравнительные рельсы на укороченные (рис. 3.1); начиная от конца плети, снимают клеммные болты и на каждой 15-й шпале на подкладку (после снятия регулировочных прокладок) устанавливают ролики, представляющие собой стержни длиной 125 мм и диаметром 20 мм. По достижении расчетного удлинения плети, определяемого по временным рискам на маячных шпалах, ролики снимают; уравнительные рельсы скрепляют накладками с плетью; устанавливают все клеммы и клеммные болты и, если затяжка гаек болтов производится вручную, то сначала гайки затягивают на каждой шестой шпале с усилием 200 Н*м (20 кгс*м) и перегон открывают для движения поездов со скоростью 25 км/ч; затяжку гаек на остальных клеммных болтах производят в интервалы времени между поездами. После закрепления всех болтов отменяют предупреждение об уменьшении скорости движения поездов.
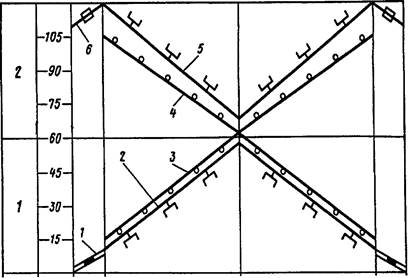 |
| Рис. 3.1. График основных работ по разрядке температурных напряжений в рельсовой плети длиной 800 м с постановкой ее на ролики (Работы выполняют две бригады по 14 монтеров пути - каждая на своей половине плети): 1 - замена уравнительных рельсов на укороченные, установка обводных перемычек (14 м.п. № 1-14); 2 - снятие клеммных болтов (10 м. п. № 5-14); 3 - установка роликов на каждой 15-й шпале (4 м. п. № 1-4); 4 - снятие роликов (4 м. п. № 1-4); 5 - затяжка гаек клеммных болтов на каждой шестой шпале (10 м. п. № 5-14); 6 - установка накладок и сболчивание стыков, снятие обводных перемычек (4 м. п. № 1-4) |
Если подлежащий замене рельс зажат и извлечь его не представляется возможным, из него вырезают с помощью бензореза кусок длиной 10-15 см. При этом вначале вырезают головку рельса, затем подошву и далее шейку. Выталкивать зажатый рельс из пути категорически запрещается, так как это может привести к тяжелым травмам.
По окончании основных работ смененные уравнительные рельсы дрезиной (мотовозом) увозят на станцию.
Состав бригады монтеров пути при разрядке напряжений в плетях устанавливается дистанцией пути в зависимости от местных эксплуатационных условий.
Способ односторонней разрядки плетей (с одного конца) по сравнению с двусторонней разрядкой (в обе стороны от концов) целесообразен при длине плетей менее 500-600 м с расчетным их удлинением до 180-200мм.
Читайте также: