
Когда можно производить окончательное восстановление плети алюминотермитной сваркой
Обновлено: 28.04.2024
4.5.1 При обнаружении в рельсовой плети опасного дефекта должны быть приняты меры по его устранению и восстановлению целостности плети.
Восстановление производится в два или три этапа, включающих: краткосрочное, временное и окончательное.
4.5.2 При внутренней поперечной трещине в головке (дефекты 21.2, 22.2), если границы трещины по дефекту выходят за середину головки рельса (за вертикальную ось симметрии рельса), или указанные дефекты вышли на поверхность рельса, а также при сквозном поперечном изломе рельса по этим же дефектами образовавшемся зазоре до 40 мм, для пропуска нескольких поездов может проводиться краткосрочное восстановление плети. Для этого в месте повреждения устанавливают шестидырные накладки, сжатые струбцинами типа ПСС-36 (путевые соединители стыков), рисунок 4.7, или конструкции ПТКБ ЦП (рисунок 4.9а, по схемам, показанным на рисунке 4.8 и 4.9б, в).При этом на плети бесстыкового пути, уравнительном рельсе или месте временного восстановления возможно краткосрочное восстановление, расстояние от стыка до места излома (трещины), должно быть не менее 4,5 м, на участках движения тежеловесных поездов не менее 6 м. Скорость движения поездов на таком участке не должна быть более 25 км/ч. При этом расстояние до сварного стыка должно быть не менее 3 м.
| Губка струбцины ППС-36 с пазами для размещения боковых кромок подошвы рельса |
| Стопорные скобы, установленные в верхнее положение |

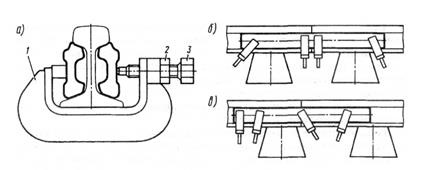
Рисунок 4.7 Одинарная (2 шт. шириной 70 мм) и двойная (1 шт. шириной 140 мм) струбцины ПСС-36

Рисунок 4.8 Схемы установки струбцин ПСС-36: а) при дефекте или изломе плети в середине шпального ящика; б) при дефекте или изломе плети над шпалой

1 – струбцина; 2 – гайка М27; 3 – болт М27
Рисунок 4.9 Струбцинапо проекту ПТКБ ЦП (а) и схемы установки струбцин при изломе между шпалами (б)и на шпале (в)
Струбцины ПСС-36 стягиваются высокопрочными болтами с затяжкой гаек болтов крутящим моментом не менее 900 Н . м. При затяжке болтов должно производиться обязательное обстукивание накладок молотками. По завершению затяжки гайки болтов струбцин должны быть зафиксированы стопорными скобами. Скорость движения по участку, где произведено краткосрочное восстановление плети с использованием струбцин ПСС-36, при зазоре в месте излома 25 мм и менее, не должна превышать 50 км/ч, а при зазоре более 25 мм (25-40 мм) – 25 км/ч.
На линиях «В» и «С» для поездов типа «Сапсан», «Дезиро», «Аллегро» и др. с осевой нагрузкой не более 18 т/ось при зазоре в месте излома до 25 мм скорость их движения по участку, где произведено краткосрочное восстановление плети с использованием струбцины ПСС-36, не должна превышать 70 км/ч.
На путях 1 и 2 классов линий «О» и «Т» струбцины ПСС-36 при краткосрочном восстановлении плетей могут находиться в пути не более 3-х часов, а на путях 3-5 классов линий «П», «Г» и «М» не более 6 часов, в течение которых должно быть организовано временное или окончательное восстановление плети.
При применении струбцин ПТКБ ЦП (рисунок 4.9) болты затягиваются с крутящим моментом 600 Н . м. Струбцины ПТКБ ЦП рекомендуется применять на путях 3-5 классов линий «П», «Г» и «М».
Скорость движения поездов по участку, где краткосрочное восстановление производилось с использованием струбцин ПТКБ ЦП, не должна превышать 25 км/ч, а время нахождения их в пути - не более 3-х часов, в течение которых должно быть организовано временное или окончательное восстановление плети. При этом стык должен находиться под непрерывным наблюдением специально выделенного работника, по должности не ниже бригадира пути, который, как и при струбцинах ПСС-36, должен следить за раскрытием зазора в стыке и в случае превышения им 40 мм или дальнейшего разрушения рельс в месте излома остановить движение поездов.
Если трещина или излом произошли по дефектам 24.2, 25.2, 26.3, 26.4, 27.3, 27.4, 30.2, 31.2, 50.2, 55.2, 56.3, 56.4, 57.3, 57.4, 60.2, 65.2, 66.3, 66.4, 67.3, 67.4, 69.2, 70.2, 71.2, 72.2, 74.2, 75.2, 76.3, 76.4, 77.3, 77.4, 79.2, 99.2 или были обнаружены два и более дефекта 21.2, 22.2 между двумя сварными стыками, т.е. на одном рельсе, или при их сквозном изломе образовался зазор более 40 мм, ставить на дефектное место накладки, сжатые струбцинами, запрещается. В этих случаях должно сразу же производиться временное или окончательное восстановление целостности рельсовой плети.
4.5.3 Если внутренняя трещина по дефектам 21.2, 22.2 не выходит на поверхность, а границы ее за середину головки рельса, допускается устанавливать на поврежденное место шестидырные накладки с четырьмя болтами так, чтобы середина накладки совмещалась с дефектом. При этом отверстия под два средних болта не сверлятся во избежание развития дефекта в рельсе в их сторону. После постановки накладок поезда пропускаются с установленной скоростью.
Для предотвращения растяжения зазора и среза болтов в случае сквозного излома рельса под накладками на протяжении 50 м в каждую сторону от дефектного места закрепление промежуточных рельсовых скреплений должно соответствовать нормативному значению. Место с дефектом, взятым в накладки, необходимо осматривать при всех проверках пути, стыковые болты, клеммы промежуточных рельсовых скреплений простукивать молоточком, а их болты и шурупы подтягивать до нормативных значений. Рельсы в месте дефекта и на подходах к нему должны тщательно проверяться средствами дефектоскопии.
При распространении трещины по рисунку 21.2, 22.2 за середину головки, а также при сквозном изломе плети, должно быть выполнено временное или окончательное восстановление плети.
Каждый временно уложенный рельс (в местах временного восстановления) на расстоянии 500-1500 мм от начала его по ходу километров пути маркируется путем нанесения с внутренней стороны рельса светлой несмываемой краской длины рельса в метрах, даты укладки и температуры рельса при его укладке, например: 8.36-05.03.14 (-10).
На путях 1 и 2 классов линий «В», «С», «О», «Т» работы по восстановлению целостности плетей сваркой выполняются преимущественно машинами ПРСМ. Работы производятся по утвержденнымв установленном порядке технологическим процессам, разработанным в соответствии с требованиями Технологических указаний по восстановлению дефектных рельсовых плетей, приведенных в Приложении 4.
На остальных путях и линиях восстановление целостности плетей производится преимущественно алюминотермитной сваркой производится по утвержденным технологическим процессам, разработанным в соответствии с Техническими условиями «Сварка рельсов алюминотермитная методом промежуточного литья» (ТУ 0921-127-01124323-2005), изменениями к ним и Приложением 4.
Восстановление целостности плетей сваркой должно производиться при температуре закрепления плети ±5 о С.
Если работы выполняются при температуре ниже температуры закрепления плети более чем на 5 0 С, то необходимо восстановить ее температуру закрепления на участке производства работ в соответствии с требованиями п.4.5 Приложения 4.
4.5.6 Короткие плети или участки длинных плетей, имеющие на протяжении 800 м три и более, а на протяжении 400 м два и более мест временного восстановления, после восстановления сваркой ПРСМ или АЛТС должны быть перезакреплены с восстановлением оптимальной температуры закрепления. При меньшем количестве мест окончательного восстановления плетей сваркой, восстановление оптимальной температуры закрепления плетей на участке производства работ должно выполняться в соответствии с требованиями Приложения 4 настоящей Инструкции.
4.5.7 Постановка накладок на дефектное место и временное восстановление целостности плети должны выполняться под руководством дорожного мастера, а окончательное восстановление сваркой под руководством начальника участка при работе на перегоне и главных путях станций, дорожного мастера - при работе на станционных путях.
4.5.8 При восстановлении пути после выброса или сдвига, участки рельсовых плетей в месте наибольшего остаточного искривления должны быть вырезаны и заменены рельсами с соответствующим износом и пропущенного тоннажа.
Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.

Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.
© cyberpedia.su 2017-2020 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!
Алюминотермитная сварка рельсов при окончательном восстановлении плетей должна производиться в соответствии с Техническими условиями «Сварка рельсов алюминотермитная методом промежуточного литья», утвержденными в 2005 г. и изменениями к ним №1 и №2, утвержденными в 2009 г.
Окончательное восстановление плетей алюминотермитной сваркой производится при температуре рельсовой плети, соответствующей ее температуре закрепления ±5 0 С. Разрешается восстанавливать плети алюминотермитной сваркой при температуре плетей выше или ниже их температуры закрепления с последующим перераспределением или разрядкой напряжений способами, аналогичными при сварке ПРСМ.
Окончательное восстановление плетей алюминотермитной сваркой может производиться сразу же после выявления опасного дефекта, требующего вырезки или после временного восстановления плети.
В случаях, если плеть восстанавливается сразу же после обнаружения дефекта, то при температуре рельсовой плети выше ее температуры закрепления из плети, в зоне обнаруженного дефекта, в соответствии с П.4.2, автогеном или бензорезом вырезается кусок рельса, затем обрезаются рельсорезными пилами концы плетей с созданием между ними расстояния, равного длине ввариваемой вставки (8÷12,5) и двух зазоров ( ' = 25±1 мм) для алюминотермитной сварки, рисунок 4.6.
плеть вставка плеть
Рисунок П.4.6 Схема варки рельсовой вставки алюминотермитной сваркой
Каждому сваренному стыку присваивается порядковый номер, который наносится на расстояние не менее 500 мм от сварного стыка. Дата сварки, температура рельсов при сварке, расчетное и фактическое удлинение растягиваемого конца плети записываются в Журнал учета службы и температурного режима рельсовых плетей, а номер стыка, дата сварки и код предприятия записывают в Журнал учета алюминотермитной сварки.
Каждый стык, сваренный алюминотермитом, отмечается белой несмываемой краской в виде двух вертикальных полос шириной по 10 мм, нанесенных на расстоянии 100 мм с обеих сторон сварного шва. Кроме того, полосы должны быть продублированы на накладке. При смене накладок полосы восстанавливаются.
Окончательное восстановление рельсовых плетей заключается в вырезке части плети с дефектом, в том числе взятым в накладки, или в изъятии рельса, уложенного при временном восстановлении, и вваривании вместо них рельсовой вставки, одинаковой по износу и качеству металла с рельсовой плетью, и не превышающей ее по наработке более чем на 100 млн. тонн брутто.
При окончательном восстановлении плети могут свариваться электроконтактной или алюминотермитной сваркой.
Восстановление плетей сваркой выполняется при температуре ихзакрепления. Разрешается восстанавливать плети при температуре рельсов выше ее температуры закрепления, но не более чем на 10°С. Допускаемые понижения температуры рельсов относительно температуры закрепления при восстановлении плетей определяются в каждом конкретном случае в зависимости от технологии производства работ, но не должны быть ниже 0 0 С при электроконтактной и -5 0 С – при алюминотермитной сварке рельсов.
При окончательном восстановлении целостности плети с дефектом, если температура рельсовой плети превышает ее температуру закрепления, или с временным рельсом при отсутствии по его концам стыковых зазоров, необходимо предварительно снять напряжения, в первом случае – в плети на участке производства работ, а во втором – во временном рельсе. Снятие напряжений в плети и во временном рельсе производится путем вырезки куска рельса в соответствии с П.4.2 настоящей Инструкции.
После завершения сварки в плети на участке производства работ должна быть восстановлена их температура закрепления.
Работы по окончательному восстановлению целостности рельсовых плетей сваркой и восстановлению температуры их закрепления на участке производства работ должны выполняться в соответствии с Технологическими процессами, утвержденными ЦП.
4.5.1 При обнаружении в рельсовой плети опасного дефекта должны быть приняты меры по его устранению и восстановлению целостности плети.
Восстановление производится в два или три этапа, включающих: краткосрочное, временное и окончательное.
4.5.2 При внутренней поперечной трещине в головке (дефекты 20.2, 21.2), если границы трещины по дефекту выходят за середину головки рельса (за вертикальную ось симметрии рельса), или указанные дефекты вышли на поверхность рельса, а также при сквозном поперечном изломе рельса по этим же дефектам и образовавшемся зазоре до 40 мм, для пропуска нескольких поездов может проводиться краткосрочное восстановление плети. Для этого в месте повреждения устанавливают шестидырные накладки, сжатые струбцинами типа ПСС-36, рисунок 4.5 или конструкции ПТКБ ЦП, рисунок 4.7а), по схемам, показанным на рисунке 4.6 и 4.7б, в).
Рисунок 4.5 Одинарная (шириной 70 мм) и двойная (шириной 140 мм) струбцины ПСС-36
Рисунок 4.6 Схемы установки струбцин ПСС-36: а) при дефекте или изломе плети в середине шпального ящика; б) при дефекте или изломе плети над шпалой
1 – струбцина; 2 – гайка М27; 3 – болт М27
Рисунок 4.7 Струбцина по проекту ПТКБ ЦП (а) и схемы установки струбцин при изломе между шпалами (б)
Струбцины ПСС-36 стягиваются высокопрочными болтами с затяжкой гаек болтов крутящим моментом не менее 1100 Н . м. При затяжке болтов должно производиться обязательное обстукивание накладок молотками. По завершению затяжки гайки болтов струбцин должны быть зафиксированы стопорными скобами. Скорость движения по участку, где произведено краткосрочное восстановление плети с использованием струбцин ПСС-36, при зазоре в месте излома 25 мм и менее, не должна превышать 50 км/ч, а при зазоре более 25 мм (25÷40 мм) – 25 км/ч.
Струбцины ПСС-36 при краткосрочном восстановлении плетей могут находиться в пути не более 3-х часов, в течение которых должно быть организовано временное или окончательное восстановление плети.
При применении струбцин ПТКБ ЦП (рис. 4.7) болты затягиваются крутящим моментом 600 Н . м.
Скорость движения поездов по участку, где краткосрочное восстановление производилось с использованием струбцин ПТКБ ЦП, не должна превышать 25 км/ч, а время нахождения их в пути - не более 3-х часов, в течение которых должно быть организовано временное или окончательное восстановление плети. При этом стык должен находиться под непрерывным наблюдением специально выделенного работника, по должности не ниже монтера пути 4-го разряда, который, как и при струбцинах ПСС-36, должен следить за раскрытием зазора в стыке и в случае превышения им 40 мм остановить движение поездов.
Если трещина или излом произошли по дефектам 24, 25, 26.3, 27.2, 30В.2, 30Г.2, 46.3, 50.2, 55.2, 56.3, 60.2, 66.3, 69, 70.2, 74, 79, 99.1.2.3 или были обнаружены два и более дефекта 20.2, 21.2 между двумя сварными стыками, т.е. на одном рельсе, или при их сквозном изломе образовался зазор более 40 мм, ставить на дефектное место накладки, сжатые струбцинами, запрещается. В этих случаях должно сразу же производиться временное или окончательное восстановление целостности рельсовой плети.
4.5.3 Если внутренняя трещина по дефектам 20.2, 21.2 не выходит на поверхность, а границы ее за середину головки рельса, допускается устанавливать на поврежденное место шестидырные накладки с четырьмя болтами так, чтобы середина накладки совмещалась с дефектом. При этом отверстия под два средних болта не сверлятся во избежание развития дефекта в их сторону. После постановки накладок поезда пропускаются с установленной скоростью. Для повышения крутящего момента затяжки стыковых болтов и снижения интенсивности развития дефекта рекомендуется использовать высокопрочные болты.
Для предотвращения растяжения зазора и среза болтов в случае сквозного излома рельса под накладками на протяжении 50 м в каждую сторону от дефектного места закрепление промежуточных рельсовых скреплений должно соответствовать нормативному значению. Место с дефектом, взятым в накладки, необходимо осматривать при всех проверках пути, стыковые болты, клеммы промежуточных рельсовых скреплений простукивать молоточком, а их болты и шурупы подтягивать до нормативных значений. Рельсы в месте дефекта и на подходах к нему должны тщательно проверяться средствами дефектоскопии.

При выходе трещины по рисунку 20.2, 21.2 на поверхность рельса, или распространении ее за середину головки, а также при сквозном изломе плети, должно быть выполнено временное или окончательное восстановление плети.
4.5.5 Окончательное восстановление заключается в вваривании в рельсовую плеть заранее подготовленного рельса без болтовых отверстий взамен временного. Вваривание рельса производится электроконтактным способом при помощи машины ПРСМ или алюминотермитной сваркой. Наработка тоннажа ввариваемого рельса не должна отличаться от наработки плети более, чем на 100 млн. т брутто.
Работы по восстановлению целостности плетей сваркой машинами ПРСМ производятся по утвержденным технологическим процессам, разработанным в соответствии с требованиями Технологических указаний по восстановлению дефектных рельсовых плетей, приведенных в Приложении 4.
Восстановление целостности плетей алюминотермитной сваркой производится по утвержденным технологическим процессам, разработанным в соответствии с Техническими условиями «Сварка рельсов алюминотермитным методом промежуточного литья» (ТУ 0921-127-01124323-2005) и Приложением 4 настоящей Инструкции.
Восстановление целостности плетей сваркой должно производиться при температуре закрепления плети ±5 0 С.
Если работы выполняются при температуре ниже или выше температуры закрепления, то необходимо восстановить ее температуру закрепления на участке производства работ.
4.5.6 Короткие плети или участки длинных плетей, имеющие на протяжении 800 м более трех, а на протяжении 400 м более двух временно восстановленных мест, как правило, «потеряли» первоначальную температуру закрепления и после восстановления сваркой должны быть перезакреплены с восстановлением оптимальной температуры закрепления.
4.5.7 Постановка накладок на дефектное место и временное восстановление целостности плети должны выполняться под руководством дорожного мастера, а окончательное восстановление сваркой под руководством старшего дорожного мастера - при работе на перегоне или дорожного мастера - при работе на станциях, кроме главных путей.
4.5.8 При восстановлении пути после выброса или сдвига, участки рельсовых плетей в месте наибольшего остаточного искривления должны быть вырезаны и заменены рельсами с соответствующим износом и наработкой.
Алюминотермитная сварка рельсов при окончательном восстановлении плетей должна производиться в соответствии с Техническими условиями «Сварка рельсов алюминотермитная методом промежуточного литья» (ТУ 0921-127-01124323-2005) и изменениями к ним (№1 - №4).
Окончательное восстановление плетей алюминотермитной сваркой производится при температуре рельсовой плети, соответствующей ее температуре закрепления ±5 0 С. Разрешается восстанавливать плети алюминотермитной сваркой при температуре плетей выше или ниже их температуры закрепления с последующим перераспределением или разрядкой напряжений способами, аналогичными при сварке ПРСМ.
Окончательное восстановление плетей алюминотермитной сваркой может производиться сразу же после выявления опасного дефекта, требующего вырезки или после временного восстановления плети.
плеть вставка плеть
Рисунок П.4.6 Схема вварки рельсовой вставки алюминотермитной сваркой
Каждому сваренному стыку присваивается порядковый номер и дата сварки. Номер наносится на расстояние от 500 до 1500 мм от сварного стыка. Дата сварки, температура рельсов при сварке, расчетное и фактическое удлинение растягиваемого конца плети записываются в Журнал учета службы и температурного режима рельсовых плетей, а номер стыка, дата сварки и код предприятия записывают в Журнал учета алюминотермитной сварки.
Приложение 5
Журнал учета стыков, сваренных в дистанции пути АЛТС
| Железная дорога | Дистанция пути | Перегон (станция) | Место сварки | Дата сварки | Температура рельсов при сварке | Фирма-производитель работ по АЛТ сварке | Марка литейного компонента | Наличие инвентарных накладок на стыки (да/нет) | Ф.И.О. и должность представителя дистанции пути, производителя работ и сварщика | Подписи | Дата проверки стыка дефектоскопными средствами | Тип и номер дефектоскопа | Код дефекта рельса по Инструкции «Дефекты рельсов. Классификация, каталог и параметры дефектных и остродефектных рельсов» от 23.10.2014 г. №2499р. | Ф.И.О. дефектоскописта | Подпись дефектоскописта |
| Главные пути | Станционные пути | Стрелочный перевод | |||||||||||||
| Км, пк | № пути | № плети | № сварного стыка | № пути | № плети | № сварного стыка | № стрелочного перевода | № пути | № сварного стыка |
ПРИЛОЖЕНИЕ 6
МЕТОДИКА РАСЧЕТА УСЛОВИЙ УКЛАДКИ БЕССТЫКОВОГО ПУТИ
П.6.1 Расчет повышений и понижений температуры рельсовых плетей,
Папиллярные узоры пальцев рук - маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.
© cyberpedia.su 2017-2020 - Не является автором материалов. Исключительное право сохранено за автором текста.
Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы!
Читайте также: