
Виды сварки рельсов в плети
Обновлено: 04.05.2024
Сварка рельсов вторым способом - оплавлением с предварительным прерывистым подогревом состоит из стадии прерывистого подогрева, стадии непрерывного оплавления; стадии осадки и сварки, стадии остывания сварных стыков. В этом способе в отличие от первого разогрев металла рельсов производится путем многократного циклического смыкания и размыкания рельсовых концов. Электроконтактная сварка обеспечивает наиболее высокое качество сварных стыков. Качество сварных стыков определяется степенью пластических деформаций и нагрева металла рельсов. В связи с этим первостепенной является обязательность строгого обеспечения режимов сварки, утверждаемых Главным управлением пути МПС.
7.3. Электродуговая сварка
При электродуговой сварке рельсы соединяют металлом электрода, который расплавляется от тепла дугового разряда.
Электродуговая сварка стыков не требует приложения осадочного давления. Для этой сварки используют переменный ток от трансформатора или постоянный ток от передвижного сварочного агрегата.
Лучшим способом электродуговой сварки является ванный способ, при котором концы рельсов, обрезанные перпендикулярно продольной оси, устанавливают без перелома в плане, а в профиле с возвышением 3-5 мм, и в таком положении закрепляют с зазором 14-16 мм.
Между торцами вводят электрод, через который пропускают ток в 300-350 ампер. Расплавленный металл электрода заполняет зазор между торцами по всему сечению рельса.
Чтобы расплавленный металл электрода не растекался, применяют инвентарные медные формы, которыми закрывается зазор снизу и с боков. Сваренные стыки шлифуют по всему периметру рельса. Качество сваренного стыка зависит от электродов и их обмазки, постоянства жидкого состояния металла до окончания процесса сварки, тщательности обработки шва.
Электродуговую сварку применяют только для рельсов, укладываемых на станционных путях, кроме главных и приемо-отправочных.
7.4. Газопрессовая сварка
Газопрессовая сварка обеспечивает соединение металла при температуре
ниже точки плавления с приложением давления.
Основным достоинством газопрессовой сварки рельсов является высокое качество соединения и получение однородной структуры металла в зоне стыка, поэтому данный вид сварки особенно выгоден в применении к более тяжелым типам рельсов.
Перед сваркой торцы двух рельсов приставляют плотно один к другому и вместе стыка одновременно прорезают торцы обоих рельсов дисковой пилой на рельсорезном станке или при помощи механической ножовки, что обеспечивает плотность прилегания торцов и чистоту металла. Непосредственно перед сваркой торцы рельсов должны быть тщательно промыты четыреххлористым углеродом или дихлорэтаном. Подготовка перед сваркой заключается в предварительном нагреве концов рельс.
Для нагрева рельса применяются многопламенные горелки типа МГ – 50Р,
МГ – 65Р, МГ – 75Р. Многопламенная горелка типа МГ – Р65 представлена на рисунке 1.3.
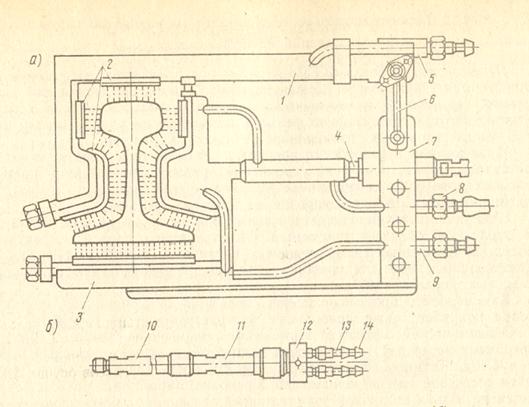
Рис.7.3: Многопламенная горелка МГ-Р65 (а) и ее ствол (б):
1 – верхняя часть горелки; 2 – колодки с отверстиями для газа; 3 – нижняя часть горелки; 4 – газопровод; 5 и 9 – трубопроводы для проточной воды; 6 – газовая скоба соединяющая 1 и 3; 7 – газовая распределительная камера; 8 – шнур с ниппелем; 10 – надставка, соединяющая ствол со смесительной камерой; 11 – смесительная камера; 12 – ствол горелки; 13 и 14 – штуцера для подачи газа к стволу.
Концы рельсов зажимают гидравлическим прессом и нагревают до температуры 1200 0 С системой многопламенных горелок, совершающих колебательные движения вдоль стыка (50 колебаний в минуту). Одновременно рельсы сжимаются с установленной расчетом силой (10 – 13 тонн) до получения осадки заданной величины (около 20 мм).
Для сварки применяются универсальные газопрессовые станки СГП – 8У или МГП – 9.
После сваривания производится обработка стыка, а затем его нормализация.
7.5. Алюмотермитная сварка
Создание высокоскоростных магистралей и бесстыкового пути устанавливает высокие стандарты качества к рельсам, особенно в местах их соединения. В полной мере этим стандартам отвечает алюмотермитная сварка рельсов.
Алюмотермитная сварка рельсов предназначена для соединения между собой в любом сочетании объемно-закаленных, поверхностно-закаленных и термически не упрочненных рельсов.
Сварка стыков рельсовых плетей и стыков (кроме изолирующих) стрелочных переводов, уложенных на деревянных или железобетонных шпалах и брусьях, может производиться на главных, приемо-отправочных, станционных и горочных путях железных дорог Российской Федерации, на подъездных путях промышленных предприятий, а также в метрополитене.
В основе этого процесса лежит термитная реакция, открытая в 1896 году профессором Гансом Гольдшмидтом, и представляющая собой химическую реакцию восстановления чистого железа из его окиси при помощи алюминия с выделением большого количества тепла:
Термитная реакция происходит в тигле в течение нескольких секунд после поджига термитной порции, состоящей из смеси порошкового алюминия, оксида железа, частиц стали, демпфирующих реакцию, и легирующих добавок, необходимых для получения стали нужного качества. Реакция проходит при температуре свыше 2000 o С с конечным послойным разделением продуктов реакции: жидкой стали (снизу) и легкого шлака (сверху).
В России ВНИИЖТ совместно с иностранными фирмами Снага (Словакия), Электро-Термит (Германия), Рельтех (Чехия и Франция) выполняют работы, связанные с термитной сваркой рельсовых элементов в зоне соединительных путей. При укладке бесстыкового пути термитный способ сварки рельсов (рис.1.4.) играет ведущую роль. В настоящее время в зоне стрелочных переводов он является основным методом соединения рельсов. Это экономически выгодная технология, отличающаяся большой гибкостью применения. В большинстве случаев сварку можно проводить без закрытия перегона. Технология фирмы «Электро-Термит», получив наибольшее распространение по сравнению с другими фирмами, представляет на рынке России два основных метода электро-термитной сварки, а именно так называемый, метод СоВоС (SoWoS) и метод СкФау (SkV) (рис.1.5).
Монтаж железнодорожных магистралей проводится двумя методами: сборным и сварным. Второй предпочтительнее, потому что сборные стыки снижают скорость движения подвижного состава. Сварка рельсов производится несколькими методами. При выборе способа монтажа бесстыковых линий учитывают свариваемость материала и стоимость работ. Наиболее распространенные: контактная и алюмотермитная сварка, есть и другие виды. О каждом стоит сказать отдельно. Стыки варят с использованием специального оборудования.

Особенности сваривания рельсов
Железнодорожный профиль производят из высокоуглеродистых сталей, характеризующихся плохой свариваемостью. При термической обработке на металле образуются трещины, возникают внутренние напряжения. При сварке рельсовых плетей такое недопустимо, дефекты полотна могут стать причиной аварии.
Для работы необходимо:
- профессиональное оборудование;
- качественные расходные материалы;
- контрольные приборы, проверяющие целостность шва.
Для образования прочного соединения толстостенные балки необходимо проваривать на всю глубину. После сварки стыка необходимо выровнять поверхность, чтобы шов не разрушался.
Виды рельсов
Для выбора способа сварки учитывают химический состав сплава. Для каждого вида профилей ГОСТом определены марки стали.
Способы сварки рельсовых стыков
При выборе технологии учитывают свариваемость сталей, их текучесть, пластичность. Немаловажный фактор – трудозатраты, стоимость оборудования. С учетом всех составляющих решают, как сваривать рельсы.
Для заделки стыков используют следующие технологии:
- электродуговую;
- электроконтактную;
- алюмотермитную;
- газопрессовую.
На предприятиях чаще используют термитную сварку рельсов, реже контактную. У каждой технологии есть преимущества.
Электродуговой
Сварка рельсов с использованием электродов используется для стыков и плетей. Ванным способом удается получить прочное соединение. Концы укладывают на небольшом возвышении над полотном с зазором 14–16 мм в специальную ванночку, удерживающую расплав. В стык вертикально помещается электрод диаметром 5 или 6 мм. При подаче высокочастотного переменного или постоянного тока прямой полярности мощностью 300–350 ампер в зависмости от толщины профиля, расплав постепенно заполняет весь стык. Диффузионный слой создается по всему сечению. Для сварки рельсов используют электроды с основным видом покрытия:
- отечественные УОНИ 13/45 и УОНИ 13/55,
- японские LB 52U.
Их предварительно прокаливают: в течение 2 часов выдерживают при температуре 180 – 230°С.
Достоинства электродуговой сварки:
- не нужно использовать флюс, обмазка создает слой шлака над ванной, он препятствует окислению;
- не требуется предварительной разделки торцов;
- для образования плотного соединения не нужно дополнительно прикладывать усилий;
- доступность, в качестве генератора тока используют трансформаторы, выпрямители и профессиональные инверторы.
После охлаждения ванны стык зачищают, снимают окалину, выравнивают поверхность головки рельса.
Термитный
Метод основан на способности алюминия восстанавливать окись железа с большим выделением тепла. Сварку рельсов по алюмотермитной технологии освоили больше века назад. При поджоге термита в рабочей зоне создается температура от 1200 до 2000°С в зависимости от химического состава сплава. Восстановленное железо затекает в форму, по профилю совпадающую с рельсом.
В термит помимо оксида железа и алюминия входят легирующие добавки, небольшие кусочки металла (они затормаживают химический процесс). Шлак, образующийся при расплаве, всплывает, его удаляют после охлаждения металла.
Самое главное преимущество метода – высокая скорость термитной сварки рельсов. Он применяется для закаленных и холоднокатаных балок. Его используют при монтаже магистральных железнодорожных линий и плетей.
Газопрессовый
Сварку рельсовых стыков этим методом проводят на пластичных сталях. Температура в зоне стыка концов повышается за счет энергии сдвига. Она выделяется при высоком давлении. Образуется качественное соединение за счет однородности диффузного слоя. Для плотной стыковки рельсов торец прорезают рельсорезом. Металл консервируют 4-хлористым углеродом или дихлорэтаном, под составом металл не окисляется. Стык нагревают до температуры вязкости, под 10–15-тонным давлением гидропресса слои сдвигаются, торцы плавятся, образуется диффузный слой.
Главные достоинства газопрессового метода:
- однородность химического состава;
- отсутствие окалины, процесс протекает внутри профиля;
- возможность соединяться профиль любой конфигурации и толщины.
Электроконтактный
Автоматная технология основана на нагреве стыка за счет пронизывающей электродуги, возникающей под воздействием высоких токов небольшого напряжения. Электроконтактная сварка проводится самоходными комплексами МСГР-500, МС-5002, К-190 непосредственно в месте укладки или с небольшим смещением ветки. Для разного вида рельсового профиля используют сменные контактные головки. Работу проводят методом непрерывного оплавления или импульсным прогревом рельсов.
Контроль качества рельсовых стыков
От прочности соединений зависит безопасность движения, поэтому вне зависимости от способа сварки проводится проверка стыков рельсов любым из методов неразрушающего контроля. Особенно внимательно проверяются швы, сделанные ручным сварочным оборудованием. Помимо структуры проверяется ровность головки рельса, на которую опирается колесо во время движения.
К надежности и прочности соединения рельсов предъявляются высокие требования, соблюдение которых не могут обеспечить классические способы. Поэтому при прокладке или ремонте железнодорожных путей применяют специальные технологии. Самой удобной и эффективной из них признана алюминотермитная сварка.

Что такое алюминотермитная сварка
Сущность алюминотермической технологии основана на восстановлении железа из оксидов при взаимодействии с окислами алюминия. Протекание реакции сопровождается выделением тепла, достаточного для плавления металла. Для алюминотермитной технологии используют смесь (термит), состоящую из 23% измельченного алюминия и 77% железной окалины. Чтобы характеристики шва были близкими к параметрам материала рельсов, в порошок добавляют легирующие элементы и частички стали.
Смесь засыпают в тигель, установленный над стыком. Для начала реакции восстановления порошок нагревают до 1000⁰С воспламенителем с однопорционным зарядом. После поджигания в результате химического взаимодействия ингредиентов температура смеси поднимается до 2400⁰C, восстановленное железо плавится, стекая вниз, заполняет зазор стыка. Для повышения надежности соединения алюминотермитная сварка завершается уплотнением шва специальным прессом.
Достоинства и недостатки
Популярность технологии объясняется тем, что алюмотермитная сварка обладает следующими преимуществами по сравнению с другими способами:
- Высокая скорость проведения работы. Полный цикл создания соединения занимает не больше получаса. Бригада, используя метод разделения труда, может за час наложить 10 -12 швов. Это возможно если один выполняет подготовку и переходит к следующему стыку, другой проводит сварку, третий обрабатывает соединение
- Нет привязки к стационарным источникам электропитания, что позволяет использовать алюминотермитную технологию в полевых условиях.
- Не требуются дорогие материалы и сложное оборудование, поэтому сокращаются затраты на обслуживание железнодорожных путей. Все необходимое есть в магазинах стройматериалов.
- Снижается износ колес вагонов, локомотивов.
- Улучшается плавность хода составов.
- Чтобы освоить алюминотермитную технологию, достаточно провести 2 — 3 сварки.
К недостаткам алюминотермической технологии относятся:
- легкая воспламеняемость термита требует осторожного обращения при хранении, транспортировке, применении;
- трудоемкость подготовительных мероприятий;
- невозможность применения технологии при температуре ниже +5⁰C;
- при попадании воды в зажженную смесь происходит активное разбрызгивание металла, поэтому в дождливую погоду нужно устанавливать навес.
Применяемое оборудование и материалы
Для проведения алюминотермитной сварки рельсов нужно приготовить:
- бочку с термитом, закрытую заглушкой;
- форму в соответствии с профилем рельсов;
- если вместо бочки применяется развесочная смесь, потребуется тигель из тугоплавкого материала;
- пресс для сжатия шва;
- шлифовальную машинку;
- молоток, зубило;
- металлическую лопатку для снятия горящего шлака;
- газовую горелку для предварительного нагрева.
Из расходных материалов потребуется:
- мелкодисперсный термит с гранулами не более 0,5 мм;
- термостойкая паста для заделывания трещин и щелей;
- пропан и кислород для горелки в баллонах.
Процесс алюминотермитной сварки рельсов
Перед началом работы нужно убедиться, что термита достаточного для полного заполнения стыка, иначе придется все переделывать. Технология алюмотермитной сварки жд стыков выполняется поэтапно в строгой последовательности.
Подготовительные работы
На участках рельсов, расположенных рядом со стыком, снимают крепления к шпалам, а дальние ослабляют. Это необходимо для того, чтобы они не мешали при установке и для снятия напряжения металла. Участки возле стыка нагревают горелкой, очищают от ржавчины. Затем рельсы выставляют так, чтобы между торцами было расстояние 25 мм.

Выравнивание рельсов
Далее на всех креплениях убирают прокладки, заменяя их клиньями с обеих сторон. Чтобы соединение выдерживало нагрузку от проходящих жд составов без деформаций, рельсы должны быть прямолинейными по горизонтали и вертикали. Предварительную установку делают на глазок. Затем, подбивая клинья молотком, добиваются необходимого положения. Для контроля к поверхностям рельсов прикладывают метровую металлическую линейку.
Установка форм
Ориентируясь по измерителю, устанавливают зажимное устройство на нужном расстоянии от стыка. Накладывают форму, оставшиеся щели замазывают термостойкой пастой. Сверху устанавливают подставку с воронкой, над которой размещают бочку с термитом. При использовании развесной смеси потребуется тигель. Горелку крепят по центру соединения чуть выше оси рельсов.

Нагрев и сварка
Для предварительного подогрева места соединения на горелку подают пропан под давлением 1,5 Бар и кислород 0,5 Бар. Через 1,5 — 2 минуты горелку гасят, убирают. Если к качеству шва не предъявляются повышенные требования, эту процедуру можно пропустить. После поджигания термитной смеси специальным запалом, расплавленный металл начинает стекать внутрь формы. В это время (20 — 30 сек) нельзя изменять положение тигля. После опорожнения его снимают, а также крышки и поддоны для шлака. Форму разбирают через 4 минуты, когда завершится кристаллизация металла.
Шлифовка и контроль качества
После окончания алюминотермитной сварки стык обрабатывают с боков и сверху, чтобы рельсовое полотно было гладким. Место соединения в течение 10 минут прогревают горелкой, после чего зубилом или болгаркой удаляют наплывы. Окончательную шлифовку проводят абразивными инструментами после остывания, контролируя процесс щупом и линейкой. Качество выполненного соединения проверяют методом статичного изгиба по подошве или головке рельса. Ход испытаний контролируют по измерительным приборам.
Несмотря на высокие температуры, возникающие при выполнении алюминотермитного соединения рельсов, технология не считается опасной. Непосредственно сваркой должен заниматься опытный рабочий. Все члены бригады должны быть обеспечены спецодеждой из негорючей ткани, защитными очками, сигнальными жилетами.
Отдельные элементы ВСП необходимо надежно соединять между собой. И сегодня мы рассмотрим классическое решение по созданию единой магистрали – в фокусе внимания сварка железнодорожных рельсов: она выигрывает у сборной технологии, так как не дает стыков, снижающих скорость перемещения транспорта. Поэтому подробно разберемся, какими методами ее можно осуществлять и что за особенности есть у каждого из них. На основе этого вы сможете определить, чем воспользоваться в случае с вашей ЖД-линией.
Общие сведения
Этот вид обеспечения целостности полотна известен и применяется уже очень давно, пользуется стабильной популярностью и считается классическим решением, но до сих пор ведутся работы по его совершенствованию. Периодически внедряются инновационные решения, призванные убыстрить сварку, а также удешевить ее без ухудшения конечного результата.
Почему до сих пор нет какой-то единой технологии, которая была бы оптимальной? Потому что есть ограничения, возникающие при производстве рельсов: их специально делают из высокопрочных металлов, чтобы они дольше служили. И чем надежнее элемент ВСП, тем хуже он поддается контролируемому нагреву и пластическому деформированию.
Если же повысить твердость прокатного изделия сверх меры, его будет сложнее соединить с такими же конструкциями, укладываемыми в колею. Поэтому и производители двутавровых балок не экспериментируют, и ответственные подрядчики, привыкшие делать магистрали на совесть, придерживаются четко установленных стандартов, в частности, ГОСТа 103-76.
Свойства свариваемости
Решить описанную выше проблему, то есть обеспечить высокое качество стыка при сравнительно малых затратах времени и сил, позволяет правильный выбор электродов. Хорошие варианты (из тех, что постоянно есть в продаже и стоят сравнительно недорого) – это УОНИ из серий 13/45 и 13/55, которые подходят даже для ответственных объектов или усиленных конструкций.
Хотя еще важнее правильно выбрать метод и в процессе его реализации придерживаться норм и требований, прописанных в межгосударственном стандарте 103-76. Это позволит упростить работы, которые и так проводятся с не самыми благоприятными исходными данными.
Особенности сварки рельсовых стыков
Мы уже выяснили, что профили для укладки в колею выполняют из особо прочного металла, а именно из высокоуглеродистой стали. Это материал, у которого есть своя специфика термообработки: превышение температуры воздействия обернется внутренними напряжениями, появлением трещин и других мелких дефектов, способных стать причиной аварии.
Чтобы обеспечить достаточное качество шва и одновременно минимизировать вероятность возникновения микроповреждений, при соединении двух элементов ВСП необходимо соблюдать следующие правила:
Пользоваться именно профессиональным оборудованием – как наиболее точным, производительным и безопасным в своем классе.
Ответственно подойти к покупке расходников (мы уже упоминали о важности тех же электродов).
В обязательном порядке применять флюсы (там, где они необходимы) и другие вспомогательные средства припоя.
Придерживаться оптимального режима работы, выбранного ранее (особенности каждого мы еще рассмотрим).
Уделить внимание постобработке шва, а дальше проверить его соответствующими приборами на предмет целостности.
В процессе эксплуатации колеи сварные плети необходимо периодически осматривать на предмет микроповреждений, чтобы своевременно предупредить более значительные разрушения.
Виды рельсов
Химический сплав металлоконструкции, укладываемой на шпалы, играет важную роль. Согласно ГОСТам, он должен быть строго определенным для каждого профиля, и следующая таблица поможет понять, что же используется.

Опыт эксплуатации бесстыкового пути на отечественных и зарубежных железных дорогах выявил не только его высокую технико-экономическую эффективность, но и «слабое» место этой прогрессивной конструкции, каким является уравнительные пролеты. В их зоне из-за рельсовых стыков наблюдается более высокое по сравнению со средней частью плети динамическое воздействие подвижного состава на путь, быстрее возникают расстройства, интенсивнее накапливаются остаточные деформации. В итоге происходит повышенный выход из строя рельсов, скреплений, железобетонных шпал, образуются выплески. Специалистами различных научно- исследовательских институтов предпринималось много попыток усовершенствовать уравнительные пролеты. Наиболее кардинальной мерой, на данный момент, считается сокращение числа уравнительных пролетов за счет увеличения длины плетей. При увеличении средней длины плети до 1500 м возможно уменьшение количества уравнительных пролетов более чем на 60 %, а при увеличении до 5000 м – дополнительно еще на 20 – 25 %. Объяснением того, что в свое время на железных дорогах многих стран и в России в частности, приступили к удлинению сварных рельсовых плетей, может послужить стремление избавиться от стыков. При укладке плетей бесстыкового пути до длин блок-участка или перегона, не обойтись без использования современных сварных технологий, позволяющих создать непрерывную поверхность катания (особенно на скоростных линиях), а так же осуществлять вварку стрелочных переводов в рельсовые плети.
В настоящее время на железных дорогах Российской Федерации нашли распространение следующие виды сварки:
Обычно при сварке плетей в длинные и сверх длинные плети наиболее часто применяют 2 из них: алюмотермитный и электроконтактный.
Разные способы сварки рельсов значительно отличаются по технико-экономическим данным. Важнейшими показателями являются: механические свойства и постоянство качества стыков, эксплуатационная стойкость и стоимость сварных рельсов, производительность и трудоемкость процесса, механизация и автоматизация работ.
Механические характеристики сварных рельсов позволяют судить о качестве и прочности стыков при статическом, динамическом и циклическом нагружениях, которые определяются путем испытаний стандартных и натурных образцов. Прочность сварного стыка относительно целого рельса представлена в табл.7.1.
Читайте также: